Was haben die Geschwister Curie und die Titanic gemeinsam? Sie vereint das Thema Ultraschall. Ende des 19. Jahrhunderts erzeugten die Geschwister Curie erstmals Ultraschall mithilfe des Piezo-Effekts in Kristallen. Die Titanic-Katastrophe hingegen führte zu ersten konkreten Lösungen im Bereich Ultraschall. Weil zur damaligen Zeit die Gefahr von Eisbergen auf See nicht rechtzeitig erkannt werden konnte, erfanden unabhängig voneinander der englische Mathematiker Lewis Richardson und der deutsche Physiker Alexander Behm Anfang des 20. Jahrhunderts mit dem Sonar und Echolot auf Ultraschall basierende Systeme zur Abstandsmessung im Wasser.
Alternative zu optischen Sensoren
Ultraschallsensoren eignen sich unabhängig vom jeweiligen Funktionsprinzip generell für Umgebungsbedingungen mit hoher Staub- bzw. Schmutzbelastung, sofern sich solche Ablagerungen im Bereich der Sensorflächen in Grenzen halten. Zumeist sind sie daher optischen Sensoren in solchen Einsatzbereichen überlegen. Auch Form, Farbe oder Transparenz eines Materials bzw. Objektes üben keinen Einfluss auf das Schallverhalten und somit die Funktionsweise von Ultraschallsensoren aus.

Schallabsorbierende Materialien können indes die Reichweite der Sensoren verringern. Überdies sind bei der Montage Einbaulagen zu vermeiden, die zu übermäßigen Ablagerungen von Schmutz oder Nässe auf der Sensorfläche, dem sogenannten Schallwandler, führen. Gemäß ihrer Funktionsweise lassen sich Ultraschallsensoren einteilen in Ultraschalltaster, -reflexschranken, -schranken und -gabeln.
Aufgepasst bei Konvektionswärme
Ultraschalltaster senden zyklisch einen kurzen, hochfrequenten Schallimpuls aus, der sich mit einer Geschwindigkeit von 343m/s bei +20°C Umgebungstemperatur in der Luft fortpflanzt. Trifft der Impuls auf ein Objekt, wird er reflektiert und gelangt als Echo zurück zum Geräteempfänger. Der im Sensor integrierte Schallwandler übernimmt hierbei die Funktion des Senders und Empfängers. Aus der Zeit, die der Schallimpuls vom Aussenden bis zum Empfangen des Echos benötigt, lässt sich die Entfernung eines Objektes zum Taster bestimmen (Laufzeitmessung).

Ultraschalltaster sind vielseitig einsetzbar, wobei jedoch äußere Faktoren deren Funktionsweise beeinflussen können. So sind Abfragen auf heißen Objekten (flüssig oder fest) nur bedingt oder gar nicht möglich, da die Geschwindigkeit, mit der sich der Schall ausbreitet, von der Lufttemperatur abhängt. Auch der Einsatz nahe Druckluftdüsen ist nicht unkritisch, da die starke Luftbewegung vor den Düsen das Schaltsignal quasi „wegblasen“ kann. Sind Objekte mit ebenen oder gewölbten Oberflächen zu detektieren, muss deren Lage in Bezug auf den Ultraschalltaster gewährleisten, dass das reflektierte Schallsignal den Sensor wieder erreicht.
Lösungen für undefinierte Objektlagen
Ultraschallreflexschranken arbeiten mit einem beliebigen, schallreflektierenden Gegenstand (z.B. Maschinenteil, Führungsschiene eines Transportbandes) als Referenzfläche, die sich als ortsgebundener Reflektor in Sensorreichweite befinden muss. Gelangt ein Objekt zwischen Sensor und Reflektor, ändert sich die Laufzeit des Schalls in Bezug auf das zuvor definierte Schallsignal. Der Schaltausgang des Sensors wechselt daraufhin sein Signal.
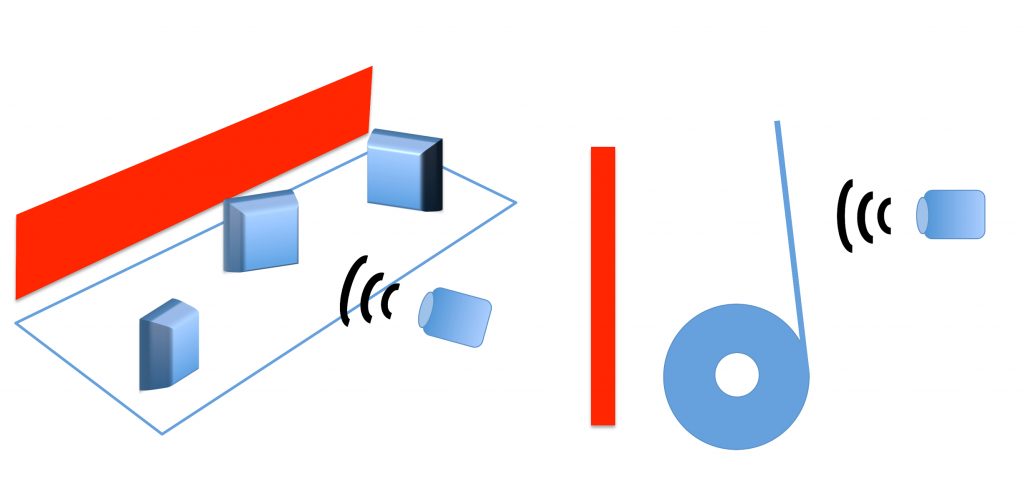
Solche Lösungen eignen sich beispielsweise für alle Anwendungen, in denen nicht genau bekannt ist, an welcher Stelle ein Gegenstand in den Erfassungsbereich der Reflexschranke gelangt. Außerdem bietet das Funktionsprinzip der Ultraschallreflexschranken in Applikationen Vorteile, in denen zylindrische Objekte mit stark differierender Winkellage zu erfassen sind. Steht indes keine Referenzfläche für den Sensor zur Verfügung, empfiehlt sich der Einsatz von Ultraschallschranken.
Ideal für besonders schnelle Prozesse
Als Einweg-Schrankensysteme bestehen solche Geräte aus einem separaten Sender und Empfänger. Aufgrund ihrer hohen Schaltfrequenz von 150Hz kommen Ultraschallschranken bevorzugt in Prozessen zum Einsatz, in denen Objekte den Erfassungsbereich des Ultraschallsystems mit hoher Geschwindigkeit passieren. Sie eignen sich überdies zur Detektion besonders dünner Materialien, etwa Folien. Allerdings ist hierbei darauf zu achten, dass das Material im Erfassungsbereich des Sensors gespannt ist, da ansonsten das Schallsignal das Material in Schwingungen versetzt. Bei Einweg-Schrankensystemen müssen Sender und Empfänger exakt zueinander ausgerichtet werden. Ein Aufwand, der bei Ultraschallgabeln, deren Funktionsweise sich nicht wesentlich von Ultraschallschranken unterscheidet, entfällt.
All-in-One für den sofortigen Einsatz
Ultraschallgabeln integrieren Sender und Empfänger in einer kompakten Einheit. Die potenziellen Einsatzfelder sind durch die jeweiligen Gabelweiten und daher möglichen Erfassungsbereiche limitiert. Ultraschallgabeln verfügen ebenfalls über eine hohe Schaltfrequenz und bieten sich zudem als Alternative zu optischen Gabellichtschranken an, etwa wenn sich in einem Produktionsprozess nach einer definierten Zeit die Eigenschaften der zu detektierenden Objekte ändern und die Teile z.B. transparenter werden.
Wissenswertes
Schallwandler von Ultraschalltastern fungieren sowohl als Sender als auch Empfänger und verursachen somit eine Blind- oder Totzone, innerhalb der ein Objekt nicht erfasst wird. Während der Wandler als Sender arbeitet, kann er kein Echosignal empfangen. Objekte, die sich besonders nahe und im „Empfangsschatten“ des Sensors befinden, werden daher nicht erkannt. Ultraschallreflexschranken haben keine Totzone. Objekte lassen sich mit solchen Systemen somit auch aus kurzen Distanzen detektieren.
Autor: Dipl.-Ing. (FH) Christian Fiebach, Geschäftsführer der ipf electronic gmbh in Altena.