Die Kernkompetenz der Roland Ruegenberg GmbH aus Bad Sobernheim liegt im Bereich Bördel- und Falztechnologien. Ihre Anlagen verbinden zwei Blechelemente ohne zu schweißen schnell und zuverlässig. Ende 2018 erhielten die Rheinland-Pfälzer den Auftrag eines Automobilzulieferers für mehrere automatische Falzanlagen. Besondere Herausforderungen waren die Produktvielfalt, die Rüstzeit, enge Platzvorgaben und ein anspruchsvoller Terminplan. Aufgrund positiver Erfahrungen entschied sich Ruegenberg bei der Antriebstechnik erneut für SEW-Eurodrive aus Bruchsal als verlässlichen und kompetenten Partner.
Zunächst galt es, verschiedene Tests durchzuführen. „Dazu verwendeten wir ein hydraulisch angetriebenes Probewerkzeug“, erläutert CAD-Konstrukteur Matthias Scheffler. „Allerdings ist ein Hydraulikzylinder langsam und nicht punktgenau zu steuern.“ „Bei der Vorserie hatten wir bereits einen Vierer-Achsverbund mit Elektrozylindern für die Arbeitshübe und Zwischenpositionen eingesetzt. Der Zweier-Achsverbund für die Schließbewegung wurde aber zunächst mit Hydraulikzylindern realisiert“, erläutert Matthias Kürzer, Abteilungsleiter Elektrik. „Nach den Tests entschlossen wir uns, den Hydraulikhub ebenfalls mit Elektrozylindern auszuführen.“

Prozess mit Robotikunterstützung
Ein Werker setzt an der Beladestation Hitzeschilde und Bauteil zusammen. Mittels eines Drehtellers wird das Bauteil in die Maschine geschwenkt. Ein Roboter übernimmt das weitere Bauteilhandling. Über die Codierung der Werkzeuge ist sichergestellt, dass er stets das richtige Werkzeug bedient. Nach dem Bördel- bzw. Crimpvorgang bringt der Roboter das Bauteil zur Laserstation, wo ein DataMatrix-Code (DMC) sowie Klarschrift aufgelasert werden. Im Folgenden wird ein Etikett gedruckt und automatisch aufgeklebt. Nach einer abschließenden Überprüfung wird das Bauteil als i.O.-Teil auf dem Förderband für die weitere Bearbeitung ausgegeben.
Doppelt gefalzt hält besser
Die bisherige Technologie basierte auf einem einfachen Falz im Verbund mit einer Punktschweißung. Die Festigkeit dieser Verbindung liegt allerdings unter der des neuentwickelten Crimpverfahrens. Matthias Scheffler erläutert: „Die größten Herausforderungen beim Doppelfalzen sind Faltenlagen in den Hitzeschild-Blechen. Dazu kommt die Unsicherheit bei den dabei zu erwartenden Prozesskräften. Die genaue Dosierbarkeit der Einzelkräfte ist daher äußerst wichtig.“

Abteilungsleiter Kürzer ergänzt: „Eine Anforderung an die Anlage war, dass auf ihr unterschiedliche Bauteile gefertigt werden, die drei verschiedene Werkzeuge erfordern. Wenn in Zukunft neue Bauteile hinzukommen, heißt das: Wir designen ein neues Werkzeug, aber die modular aufgebaute Anlage kann so bleiben wie sie ist. Wir spielen dann lediglich ein neues Rezept mit den Verfahrwegen und Kraftgrenzen der Motoren auf.“
>>Die genaue Dosierbarkeit der Einzelkräfte ist äußerst wichtig<<
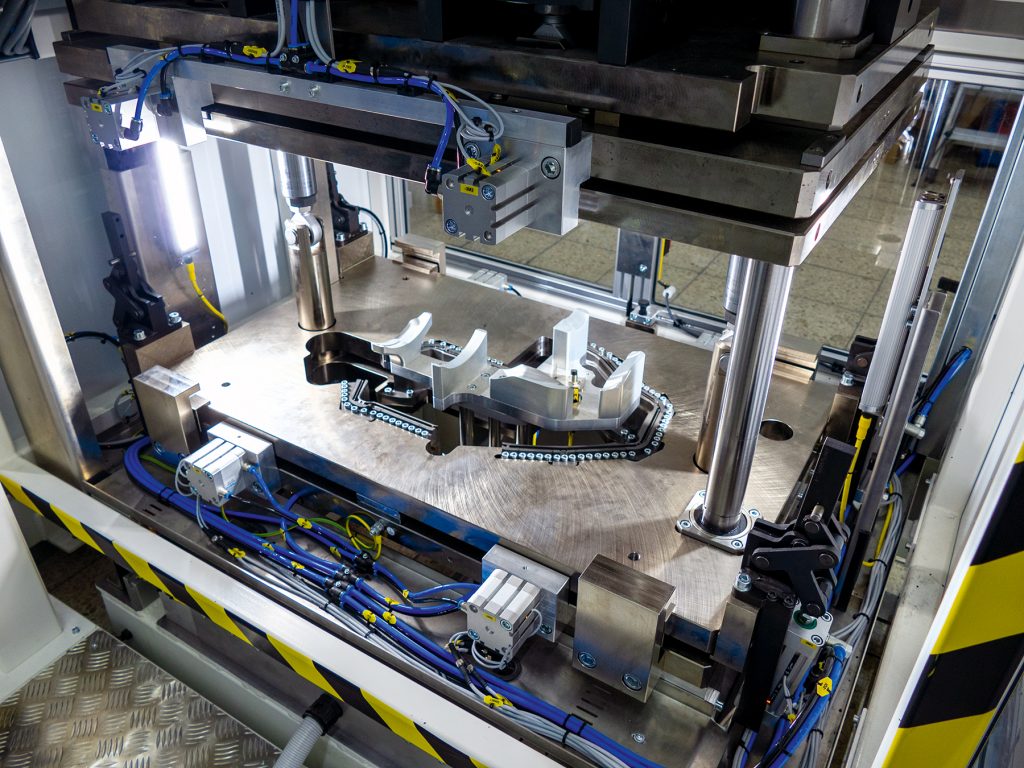
Jedes Werkzeug ist mit sechs Elektrozylindern von SEW-Eurodrive ausgestattet. Vier Zylinder der Baureihe CMSB71 im achsseriellen Aufbau bilden eine Gruppe und realisieren Arbeitsbewegungen und Zwischenpositionen der Werkzeugplatten. Die zweite Gruppe bilden zwei Elektrozylinder vom Typ CMSMB71. Diese beiden Zylinder, ebenfalls durch Servomotoren angetrieben, sind für die Schließbewegung des Werkzeugs verantwortlich und erzeugen die Vorspannung. Jeder der Antriebe kann Druckkräfte bis 24kN aufbauen.
Präzise gesteuert
Eine der besonderen Herausforderungen war das prozesssichere, zehntelmillimetergenaue, synchrone Bewegen der Zweier- und Vierergruppen der Spindelmotoren – dazu noch bei ganz individuellen Kräften. „Der entscheidende Vorteil der Motorik ist, dass wir die Kraft dort aufbringen, wo wir sie brauchen. Bei einer Doppellage, wo viel mehr Kraft erforderlich ist, wird der entsprechende Motor einfach stärker bestromt“, erläutert Scheffler. „Diese Technologie ist zwar etwas teurer, aber eine Linearbewegung spart Platz und lässt sich sehr gut steuern.“
Die Bewegungssteuerung der Falzanlage übernimmt ein ‚Movi-C Controller power‘ von SEW-Eurodrive. Auf diesem Controller läuft das Softwaremodul ‚Movikit MultiAxisController‘, um die beiden Zylindergruppen anzusteuern. Der MultiAxisController gestattet, sowohl die Position in der Vierergruppe exakt zu halten als auch das Drehmoment zu regeln. Für den Nutzer ergibt sich ein hoher Bedienkomfort: Er hat nur eine einzige Schnittstelle und das Movikit übernimmt die Regelung/Ausgleichfunktionen für die gesamte Gruppe.
Gemeinsam zu neuer Technologie
Den Auftrag zum Bau der Falzanlage erhielt Ruegenberg im Herbst 2018. Kurz darauf erfolgte der Projektstart mit Planung und Konstruktion. Ab Mai 2019 fand die Bau- und Erprobungsphase statt. Im Frühsommer 2019 konnte der erste Prototyp fertiggestellt werden – es gelang gemeinsam eine Technologie zu entwickeln, die es vorher so noch nicht gab.
Als großer Vorteil für die Firma Ruegenberg erwies sich, dass sich die Ansprechpartner bei SEW-Eurodrive fortlaufend um den Kunden kümmerten. Das vereinfachte die Projektkoordination deutlich. „Die Kommunikation muss funktionieren“, betont Matthias Scheffler. Er wurde nicht enttäuscht. „Reaktionen und Rückrufe erfolgten stets zeitnah; das ist nicht überall so. Es erleichtert ungemein die Zusammenarbeit. Auch der Support vor Ort war lückenlos und zielführend.“
Folgeaufträge schon gesichert
Die Ergebnisse der aktuellen Lösung: bessere Haltbarkeit der Blechverbindungen, höhere Arbeitssicherheit, weniger Platzbedarf und geringerer Serviceaufwand. Die Falzanlage befindet sich schon beim Kunden in Asien, weitere sind in der Planung oder Umsetzung. Weltweit werden diese Anlagen aus Bad Sobernheim besonders geschätzt – Qualität „Made in Germany“. Zum Erfolg dieser Anlage trägt die zuverlässige und effiziente Antriebstechnik von SEW-Eurodrive maßgeblich bei.
Stichworte für Leseranfragen: Elektrozylinder CMSB71 und CMSMB71
Weitere Informationen: www.sew-eurodrive.de/elektrozylinder
Autor: Gunthart Mau, Referent Fachpresse, SEW-Eurodrive, Bruchsal