Seit 1984 entstehen im ZF-Werk 2 im Passauer Stadtteil Patriching Gehäuse aus Grauguss und Aluminium für Antriebskomponenten von Bau- und Landmaschinen sowie Achssysteme für Busse. Im Leistungscenter Guss arbeiten 580 Mitarbeiter auf 32.000qm. Geliefert wird nach Europa, Japan und in die USA. Auf hochmodernen Fräs-, Bohr- und Dreh-Anlagen entstehen im Dreischichtbetrieb Bauteile in Großserie.

„Wir müssen höchste Qualität zu einem vernünftigen Preis liefern“, beschreibt Gregor Hausmann, Senior Manager Industrial Technology, die Kundenanforderungen. „Antriebsaggregate sind für weiter steigende Motorleistungen ausgelegt, die Belastung der Bauteile hat zugenommen. Wir gehen deswegen oft eine Werkstoffklasse höher. Dies bedeutet auch, dass die Anforderungen an Maschinen und Werkzeuge steigen“, skizziert er die aktuelle Entwicklung. Eine wachsende Bedeutung erlange die Elektrifizierung, die auch in Richtung Busse, LKW, Baumaschinen und Schiffe gehe. „Elektromotoren als Nebenantrieb ermöglichen es beispielsweise Passagier- und Fährschiffen, lautlos und umweltfreundlich in Hafennähe zu navigieren. Hier sammeln wir bereits Erfahrungen und stellen Getriebe in verschiedenen Baugrößen her.“
Optimale Spanabfuhr
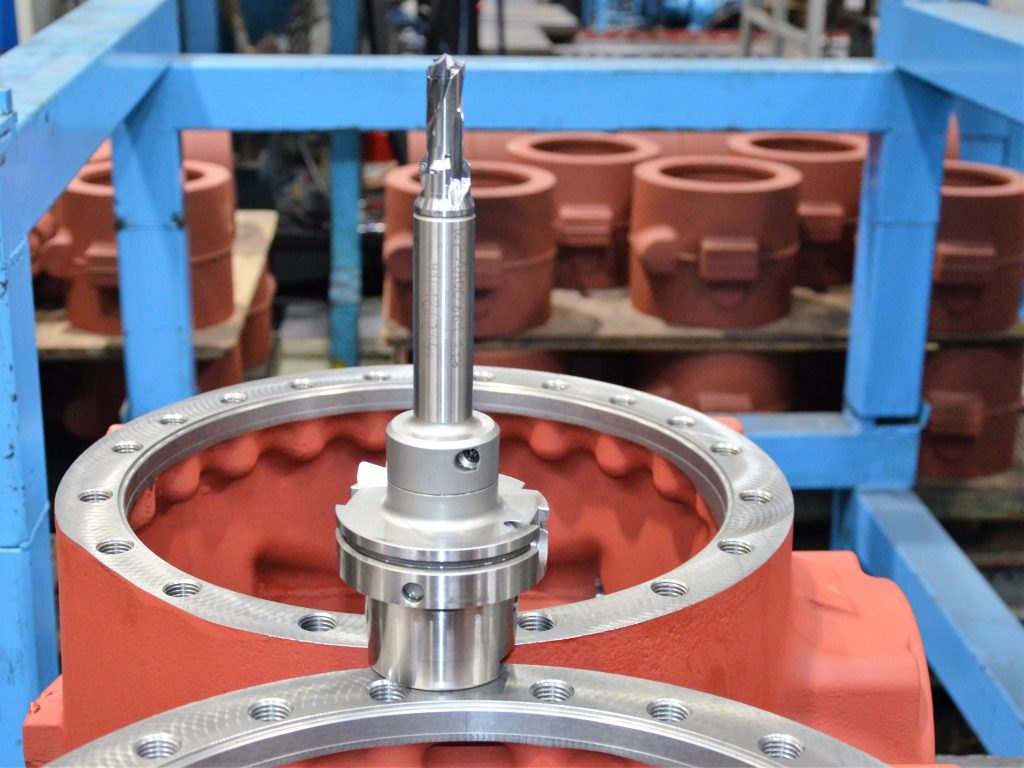
Zur strategischen Ausrichtung des Unternehmens gehört unter anderem ein praktizierter kontinuierlicher Verbesserungsprozess. Der Vorschlag von Armin Zillner (Anwendungstechnik und Beratung) und Hubert Fischer (Beratung und Verkauf bei Iscar), ein neues Werkzeug einzusetzen, stieß deswegen bei Franz Königseder auf offene Ohren. „Wir haben das Wechselkopfbohrsystem Logiq 3 Cham mit drei Schneiden angeboten“, berichtet Zillner. Iscar führt den Bohrer in den Durchmessern 12 bis 25,9mm und Bearbeitungen von 1,5xD, 3xD, 5xD sowie 8xD im Portfolio. Das System verfügt über große polierte Spankammern mit variablen Spiralwinkeln für eine optimale Spanabfuhr.

Die radiale und axiale Klemmkraft des Bohrers wird ausschließlich in der schwalbenschwanzähnlichen Klemmung erzeugt. „In Kombination mit den großen Anlagenflächen erzielen wir damit auch bei unregelmäßigen Schnittkräften eine sehr hohe Prozesssicherheit“, erläutert Fischer. Die Iscar-Experten schlugen Tests vor Ort unter Praxisbedingungen vor. „Darauf sind wir gerne eingegangen, weil wir gespannt waren, welche Leistung das dreischneidige Werkzeug bringt“, erinnert sich Königseder. „Für uns war es wichtig, Bearbeitungszeit zu sparen und die Standzeiten zu erhöhen.“
Überzeugende Testergebnisse

In Patriching galt es, Kernbohrungen mit 17,5mm Durchmesser in ein Achsgetriebegehäuse aus Kugelgraphitguss in einer Schnittgeschwindigkeit von 125 Metern pro Minute einzubringen.
>>Die Standzeit erhöhte sich von 159 auf 308 Minuten<<
Die Ergebnisse: Im Vergleich zum Vollhartmetall (VHM)-Bohrer verbesserte sich der Vorschub von 0,5 auf 0,85mm pro Umdrehung. Die Standzeit erhöhte sich von 159 auf 308 Minuten, das ergibt einen Standweg von 695m zu vorher 255m. Die Einsparung an Werkzeugen pro Bauteil beträgt 35 Prozent. „Dies hat uns die Entscheidung für Iscar leicht gemacht“, bringt es Königseder auf den Punkt.
Standzeiten deutlich erhöht

Im Praxisalltag bestätigen sich die Testergebnisse in vollem Umfang. „Wir erzielen heute bedeutend höhere Standzeiten und Vorschübe. Dies spart Zeit, weil die Mitarbeiter das Werkzeug während der Schicht nicht mehr so oft wechseln müssen“, weiß Franz Königseder zu schätzen. Verbessert hat sich auch die Handhabung. Der Bohrkopf lässt sich mithilfe eines Schlüssels in der Maschine tauschen, sitzt präzise und zentriert sich während der Bearbeitung selbst.
„Das ist ein Plus, weil wir nicht mehr in die Werkzeugvoreinstellung gehen müssen und gleich weiterarbeiten können“, so Königseder. Auf ähnlich positive Erfahrungen verweist sein Kollege Andreas Kellermann, ebenfalls von der ZF-Prozessplanung im Leistungscenter Guss. „Ich muss in mein Bauteil 52 Bohrungen einbringen. Mit dem Iscar-Werkzeug gelingt dies schnell und mit hoher Prozesssicherheit. Auch mit der Standzeit bin ich hochzufrieden.“ Derzeit prüfen die Passauer den Einsatz von Logiq 3 Cham auch bei anderen Bauteilen.
Auch beim Service top
Viel Lob gibt es darüber hinaus für den Service von Iscar. „Es ist wichtig, dass Anwendungstechniker schnell vor Ort sind, wenn Probleme auftauchen. Bei Iscar funktioniert das sehr gut“, sagt Franz Königseder. Senior Manager Gregor Hausmann lobt zudem die hohe Innovationsbereitschaft der Ettlinger. „Ich bin immer wieder überrascht, welche Neuheiten auf den Markt kommen, die uns weiterbringen.“ In der mehr als zwanzig Jahre dauernden Zusammenarbeit habe sich eine enge Partnerschaft entwickelt. Gregor Hausmann: „Wir sind froh, dass wir Iscar an Bord haben.“