„Mit High Dynamic Turning (HDT) und unseren FreeTurn Tools wollen wir die Welt des Drehens revolutionieren“ – so lautete 2018 die provokative Aussage von Ceratizit zur AMB in Stuttgart. Zwei Jahre später ist der Werkzeughersteller diesem Ziel einen weiteren entscheidenden Schritt nähergekommen: Das System kommt nun erfolgreich am Produktionsstandort in Besigheim zur Anwendung. „Dr. Thomas Ledermann, Produktionsleiter für Sonderwerkzeuge, wollte die Vorteile der neuen Drehtechnologie im eigenen Haus nutzen und hat die Implementierung des Systems angeregt“, erinnert sich Produktmanager Paul Höckberg. „Also haben wir eine Zeichnung von einer geeigneten Kontur zusenden lassen und das Projekt gestartet.“
5-Achs-Simultan-Zyklus
Als Maschine wurde die DMG Mori CTX beta 1250 TC gewählt, da sie alle Voraussetzungen für ein hochdynamisches Drehen erfüllt. Sie ist nicht nur HDT-Ready, sondern zählt auch zu den verbreitetsten Bearbeitungszentren auf dem Markt. „Dadurch können wir bestätigen, dass viele Fertigungsbetriebe bereits die Möglichkeit besitzen, HDT und FreeTurn anzuwenden“, begründet Höckberg. Das Bauteil, der Grundkörper eines Wendeplattenbohrers, wurde anschließend über die Siemens Sinumerik 840d Steuerung und mit einem 5-Achs-Simultan-Zyklus von OpenMind optimiert und eingefahren – mit bemerkenswerten Ergebnissen.

Mehrere Vorteile
Anstatt der sonst üblicherweise drei unterschiedlichen Werkzeuge wurde das Bauteil mit nur einem FreeTurn-Tool gefertigt. Noch beeindruckender waren jedoch die Schnittdaten: Mit einer Schnittgeschwindigkeit von vc = 220m/min, einem Vorschub von f = 0,48mm/U sowie einer Zustelltiefe ap von 4mm war der FreeTurn dem konventionellen Werkzeug bereits überlegen. Beim Schlichten konnte sogar eine Schnittgeschwindigkeit von 400m/min erzielt werden. Antworten auf die aktuellen Herausforderungen in der Oberflächentechnik-Branche gibt die SurfaceTechnology GERMANY, 04. – 06. Juni 2024 in Stuttgart! Die Kombination aus Ausstellung und Fachforum – zu top aktuellen Themen – macht es möglich! ‣ weiterlesen
SurfaceTechnology GERMANY
>>Wir hätten es niemals für möglich gehalten, solche enormen Schnittgeschwindigkeiten in Baustahl zu fahren<<
„Wir wussten unser FreeTurn ist gut. Allerdings hätten wir es niemals für möglich gehalten, solche enormen Schnittgeschwindigkeiten in Baustahl (X40CrMoV51) zu fahren“, staunt Höckberg. „Im Vergleich zur bisherigen, konventionellen Bearbeitung konnten wir pro Bauteil 2,25min Produktionszeit, 3,53Euro Produktionskosten und 0,42kW/h Energie sparen.“
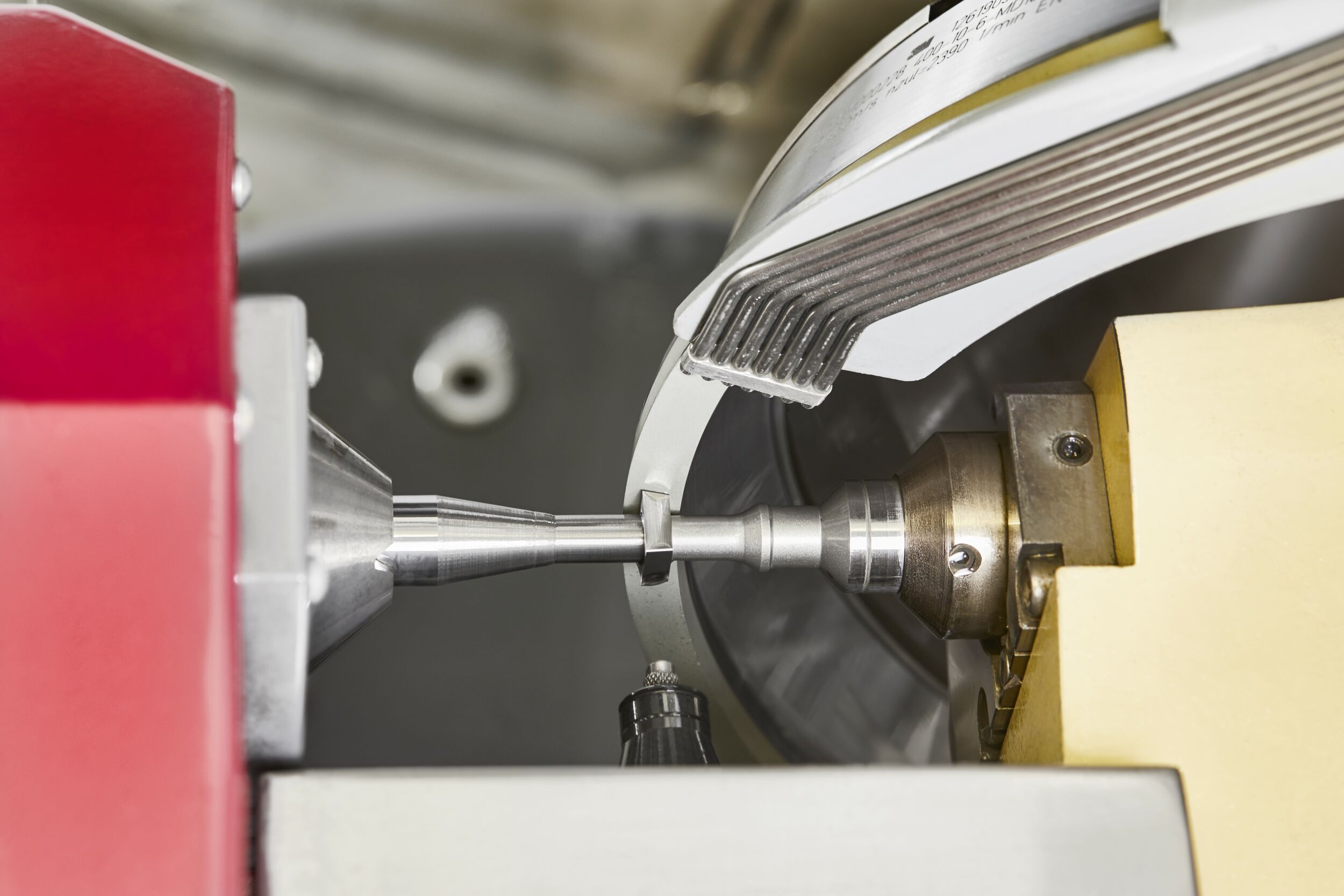
Funktionsprinzip der Drehtechnologie
Beim HDT wird – anstatt der klassischen, statischen Anstellung mit einem Klemmhalter – die Frässpindel genutzt, um das FreeTurn-Werkzeug am zu bearbeitenden Werkstück anzustellen. Da sich die Frässpindel mit einem Freiwinkel von 360° um die eigene Achse dreht, ist eine komplett flexible Anstellung am Werkstück möglich. Die Bearbeitung lässt sich damit in nahezu allen Richtungen steuern.