Die Ursache für Anpassungen im Achsgetriebe liegt in der nur geringen Energiemenge an Bord eines Elektrofahrzeugs. So hat ein 80 Liter Dieseltank eine Energie von 784kWh, eine 500kg schwerere Lithium-Ionen-Batterie hingegen lediglich 75kWh – von denen leider nur 55kWh nutzbar sind. Es muss also besonders sparsam mit der elektrischen Energie an Bord umgegangen werden. Statt beim Bremsen die kinetische Energie des Fahrzeugs in Wärme umzuwandeln, wird der Motor als Generator betrieben. Die Bremsleistung beträgt bei Fahrzeugen mit 2,5t Gesamtgewicht bis zu 250kW. Sind die Fahrzeuge schwerer, steigt die Bremsleistung immer weiter.
Zahnkräfte verformen das Getriebe
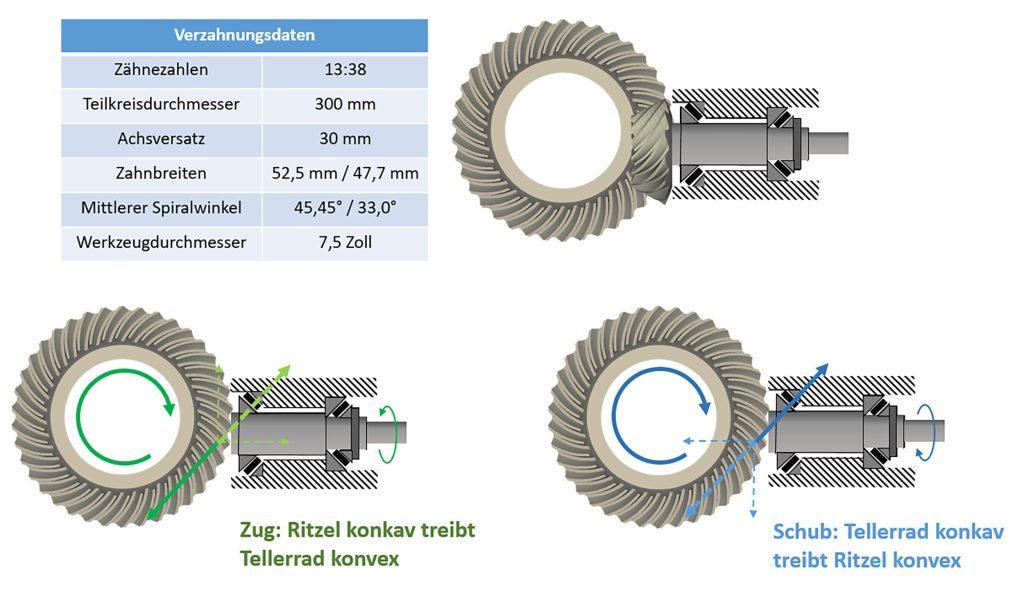
Und hier liegt die Aufgabe für die Auslegung einer Hypoid-Achse eines elektrisch angetriebenen Fahrzeugs. War bisher der Fokus auf der Zugseite (Traktionsbetrieb), so muss jetzt der Schubseite wegen der hohen Bremsmomente beim Rekuperieren besondere Beachtung geschenkt werden. Das Bild „Verzahnung: Zug und Schub“ zeigt die Wirkung der Zahnkräfte auf ein Hypoidgetriebe (in den beiden unteren Darstellungen ist der Ritzelkopf nicht abgebildet). Die auf das Tellerrad wirkenden Kräfte sind als Pfeile und die auf das Ritzel wirkenden Reaktionskräfte als gestrichelte Pfeile gekennzeichnet.
Im Zugbetrieb treiben die konkaven Ritzelflanken die konvexen Tellerradflanken an. Der Normalkraft eines Ritzelzahns, die durch das Antriebsmoment des Motors entsteht, wirkt die gleich große Gegenkraft des Tellerradzahnes entgegen. Diese auf das Ritzel wirkende Kraft lässt sich in zwei Richtungen aufteilen: in eine axiale Richtung, die das Ritzel in das eingezeichnete Kegelrollenlager hinter dem Ritzelkopf drückt, und in eine vertikale Richtung, die entgegen dem Achsversatz des Ritzels wirkt. Dies ist ein gutartiger Lastfall, da die zu erwartenden Verformungen der Lager und des Getriebegehäuses das Zahnspiel vergrößern. Außerdem ist die axiale Steifigkeit für den Ritzelschaft vom Getriebemittelpunkt weg (im genannten Bild nach rechts) weitaus größer als in die andere Richtung.
Beim Schubbetrieb wirken die Kräfte des Tellerrades auf das Ritzel genau in die andere Richtung. Hier wird neben einer Vergrößerung des Achsversatzes das Ritzel nach links in das Getriebe hineingezogen. Dazu ein Beispiel: Die lastbedingten Verlagerungen des Ritzels betragen bei 1.000Nm in Zugbetrieb V= -0,21mm und H= +0,29mm. Durch die geringere axiale Steifigkeit des Achsgetriebes in negativer H-Richtung sind die gerechneten Verlagerungen des Ritzels bei 500Nm im Schubbetrieb V= +0,16mm und H= -0,35mm.
Neuartige Zahnflankenmodifikationen für hohe Bremsmomente
Wenn im Schubbetrieb die Belastung bei 500Nm liegt, ist sie noch im unkritischen Bereich. Beim Rekuperieren mit hoher Bremsleistung treten weitaus höhere Momente auf. Bei einer Bremsleistung von 250kW und einer Geschwindigkeit von 70km/h ergeben sich für unser Beispiel 1.500Nm resultierendes Drehmoment am Ritzel. Das führt bei diesem Getriebe zu Verlagerungen von V= +0,3mm und H= -1,02mm. Und genau dies ist der kritische Fall. Das Zahnspiel wird kleiner; zusätzlich verringert sich das Kopf-Fuß-Spiel, sodass es im ungünstigen Fall zum Klemmen der Verzahnung kommt. Dem lässt sich mit einem genügend großen Zahnflanken- und Kopf-Fuß-Spiel begegnen.
Modifizierte Zahntopographie
Klingelnberg hat bezüglich dieser Thematik bereits vor vielen Jahren das Modified Crowning Verfahren entwickelt. Bei den Ritzeln lassen sich die Zahnflanken zwar mit Zusatzbewegungen (wie Modified Roll oder Helical Motion) modifizieren, jedoch verläuft der Effekt mehr oder weniger diagonal über die Zahnflanke. Eine reine Endrücknahme, die senkrecht zum Zahnfuß verläuft, lässt sich mit Modified Crowning an nicht-gewälzten Tellerrädern durchführen. Modified Crowning ist sowohl für kontinuierliche Face-Hobbing Verfahren als auch für einzeln teilende Face-Milling Verfahren anwendbar. Zwecks leichterer Verständlichkeit wird das Modified Crowning Verfahren am Beispiel eines getauchten Face-Milling Tellerrades erklärt.