Die generative Fertigung gehört zu den aktuellen Trendthemen. Aus den vielen verschiedenen Technologien scheint sich für metallische Bauteile neben dem Pulverauftragsschweißen (LMD oder DED) und dem selektiven Lasersinterverfahren (SLS) auch das selektive Laserschmelzen (SLM) bzw. das pulverbettbasierte Laserschmelzen (LMF) durchzusetzen. Doch mit einem industrietauglichen additiven Herstellverfahren allein ist es nicht getan.
Additive Manufacturing (AM) muss eingebettet sein in ein Fertigungsumfeld, in dem sich Daten und Material in einem ausbalancierten Fluss befinden. Die vorhandenen Kapazitäten müssen ausnivelliert werden. Dabei ist Automation ist nicht überall sinnvoll. Das spezielle, durchgängige Nullpunktspannsystem AM-Lock des Schweizer Familienunternehmens pL Lehmann gestattet einen rationellen manuellen Betrieb und lässt sich jedoch jederzeit automatisieren.
3D-Druck im industriellen Einsatz
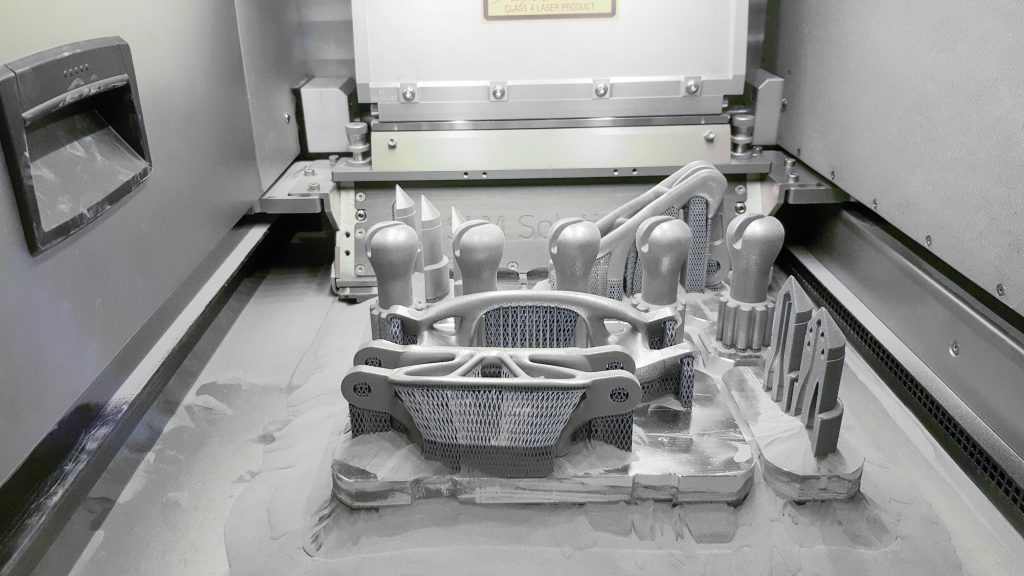
Additive Fertigungsverfahren sind in der Lage, unmittelbar aus Pulvermaterial und einem 3D-CAD-Datensatz Schicht für Schicht dreidimensionale Objekte zu erzeugen. Vor dem Einsatz additiv erzeugter Teile müssen diese meist nachbearbeitet werden. Es sind Stützstrukturen zu entfernen und Fräsbearbeitungen auszuführen, damit bestimmte Flächen den Anforderungen an Präzision und Oberflächengüte genügen. Zum Teil sind auch nachfolgende Wärmebehandlungen, Messungen oder Beschichtungen erforderlich.

Doch bislang ist der Wechsel vom AM-System auf weitere Maschinen und Geräte oft ein aufwändiges, händisch zu erledigendes Unterfangen, das einer wirtschaftlichen Serienfertigung im Wege steht. pL Lehmann hat eine Lösung für diese Herausforderung entwickelt: das additive-fähige Nullpunkt- und Positioniersystem AM-Lock, das auf gängige AM-Maschinen von Coherent, Concept Laser, DMG Mori, EOS, Renishaw, SLM Solutions, Trumpf etc. passt und sich unverändert beispielsweise auch auf Bearbeitungszentren einsetzen lässt.
System aus Rasterplatte und Segmentpaletten
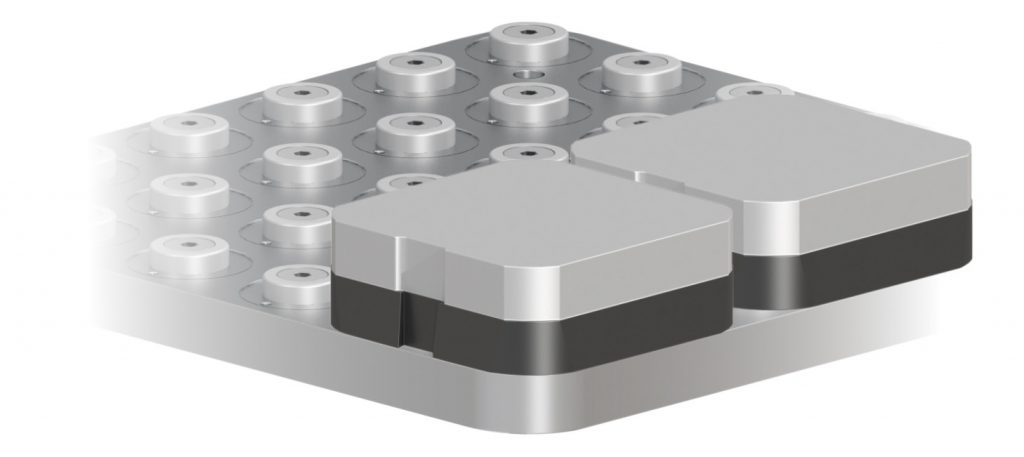
Das pL Nullpunktspannsystem AM-Lock besteht auf der additiven Seite im Wesentlichen aus Rasterplatten und darauf aufsetzenden Segmentpaletten. Die Rasterplatte, die auf die Bauplattform der AM-Maschine montiert wird, enthält in einem kompakten 50mm-Raster zahlreiche Zentrierzapfen (On-top-Version). Alternativ können die Pins direkt in die Bauplattform eingearbeitet werden (Built-in-Version). Auf diesem Rastersystem lassen sich die Segmentpaletten, die es in verschiedenen Ausführungen und Größen gibt, beliebig positionieren.
Segmentpaletten bestehen stets aus zwei Teilen: einer einfach austauschbaren Substratplatte aus Aluminium, Stahl oder Titan und einer Grundpalette mit Lochraster für die Nullpunktspannung auf der Rasterplatte. Besonders vorteilhaft ist, dass sich mehrere Segmentpaletten in der AM-Maschine auf einer Rasterplatte kombinieren lassen. Das schafft die Möglichkeit, unterschiedliche Bauteile in einem einzigen Job zu erzeugen. Für die Nachbearbeitung (glühen, messen, röntgen, erodieren, fräsen usw.) können dann die Segmentpaletten einzeln dem jeweils erforderlichen Prozess zugeführt und dort auf dem AM-Lock-Spannfutter direkt oder mittels Adapter-Spannzapfen auf verschiedenen Nullpunktspannsystemen von Schunk, Erowa, AMF, System 3R usw. gespannt werden, ohne den Nullpunkt zu verlieren.