„Wir hatten schon mal eine Reklamation, da die Pinzetten vier Gramm zu leicht waren“, scherzt Götz. „An chirurgischen Instrumenten ist nahezu alles zertifiziert. Schon die kleinste Abweichung vom Soll gilt als nicht in Ordnung.“
Stabiles Gesamtsystem
Bei der Fertigung medizinischer Instrumente sind Toleranzen von wenigen µm an der Tagesordnung. HG-Micro-Instrumente produziert die Produkte in Lohnarbeit für die Big-Player der Medizinbranche nach Zeichnung und Kundenwunsch. 90 Prozent der Pinzetten werden aus Titan gefertigt. „Stähle wie beispielsweise 1.4021 verarbeiten wir zu Ohrzängchen“, sagt Götz.
Verbesserungswürdige Qualität
Die Rohlinge der Pinzetten kommen als Drehteil an. Daraus fertigt das Team um Götz mit seinem Hermle Bearbeitungszentrum C22U eine Hälfte der Pinzette. Die beiden Hälften schweißt ein Laser später zusammen. „Früher bekamen wir die Hälfte schon fertig bearbeitet geliefert. Die Qualität reichte uns jedoch nicht mehr aus. Des Weiteren störten uns die langen Lieferzeiten“, erläutert der Geschäftsführer. Infolgedessen wurden die Fertigungsprozesse auf Komplettbearbeitung umgestellt. Dafür suchte Götz nach einer passenden Werkzeuglösung. Wichtig war hierbei nicht nur die Schneidplatte, sondern das Gesamtsystem von Schneidplatte bis zur Spindelschnittstelle. Aufgrund der teils langen Werkzeugauskragung und der hohen geforderten Oberflächengüten muss das Werkzeugsystem schwingungsdämpfend arbeiten, um Rattermarken zu vermeiden.

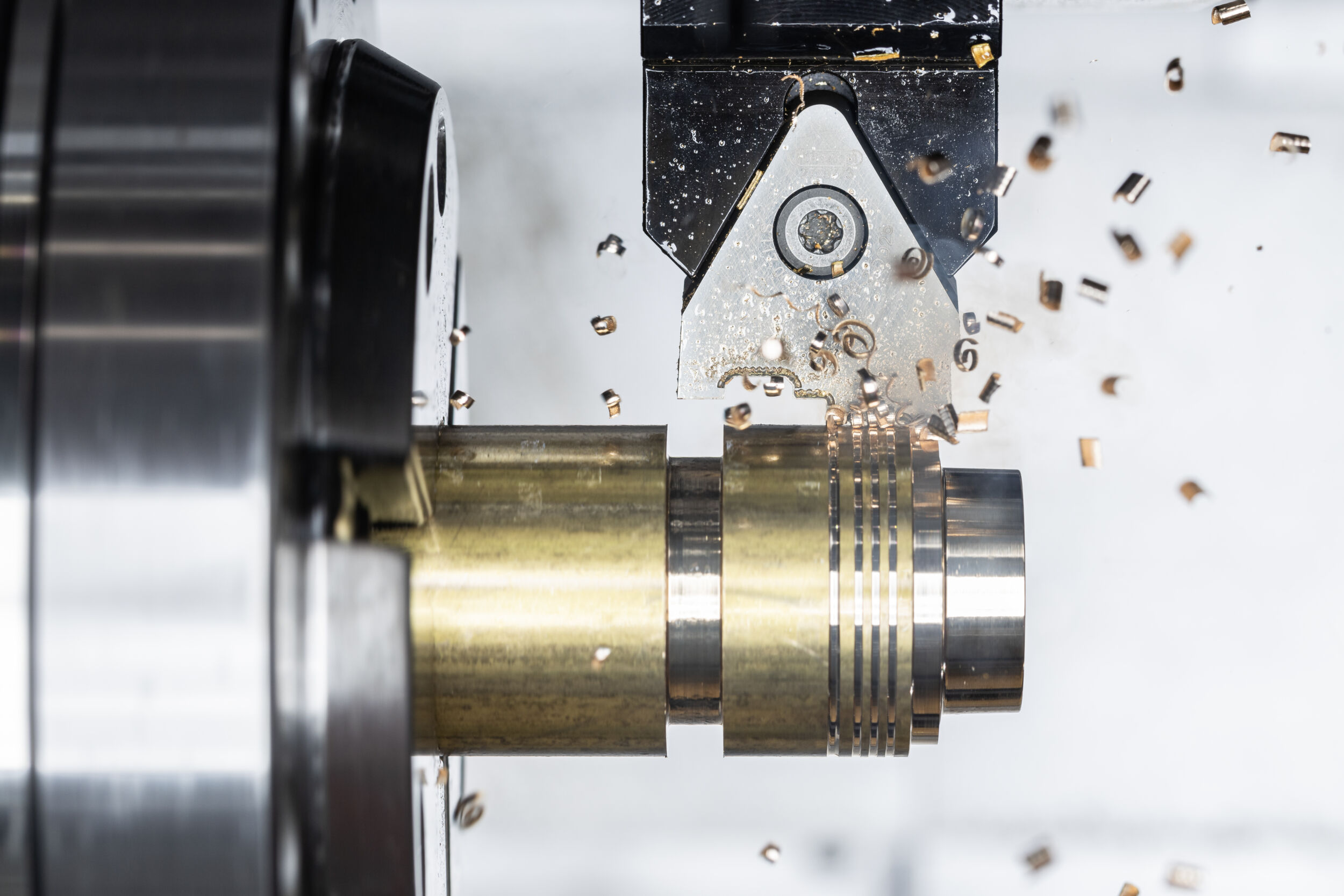
Mit dem Horn-Zirkularfrässystem fand Götz zusammen mit dem Horn-Anwendungstechniker Stefan Minder die passende Werkzeuglösung. Das Frässystem übernimmt drei wichtige Bearbeitungsschritte: Fräsen der Hohlkehle, Fräsen der Verzahnung der Pinzettenspitze sowie das Fräsen des Griffmusters bei Flachgriffpinzetten. Beim Fräsen der Hohlkehle kommt eine sechsschneidige Vollradius-Schneidplatte des Typs 632 zur Anwendung. Das Werkzeug verfügt über 30mm Durchmesser und fräst die 3mm tiefe Hohlkehle in zwei Schnitten.
Fertigungsprozesse beherrschen
Die Verbindung aus Schneidplatte, Vollhartmetall-Werkzeugschaft und Hydrodehnspannfutter zeigt im Anwendungsfall von HG-Micro-Instrumente hohe Leistungen. „Wir beherrschen den Fräsprozess und sind sehr zufrieden mit dem Ergebnis“, weiß Christoph Götz zu schätzen. „Des Weiteren ist der Service und die technische Beratung von Horn auf einem sehr hohen Niveau.“
„Das Werkzeug hat auf Anhieb eine hohe Fräsleistung gezeigt. Wir mussten hier und da noch ein wenig an den Zerpanungsparametern schrauben, um die bestmögliche Oberflächengüte zu erreichen“, berichtet Minder.
Hohe Präzision gefordert
Zum Fräsen des Griffmusters und der Verzahnung der Pinzettenspitze kommt jeweils eine sechsschneidige Platte des Typs 628 zum Einsatz. Die einzelnen Zähne sind versetzt zueinander auf die Schneiden geschliffen. Die sechsschneidige Platte wirkt im Fräsprozess daher wie eine dreischneidige Schneidplatte. Die Schnittaufteilung hat den Vorteil, dass sich somit beispielsweise feine Verzahnungen ohne hohen Schnittdruck fräsen lassen. Diese feine Verzahnung muss die Pinzettenspitze aufweisen. In einem Fräsdurchgang fräst die 7mm breite Schneidplatte 17 Zähne mit einer Tiefe von 0,35mm. Darüber hinaus muss die gefräste Verzahnung hochgenau sein, da die Zähne der beiden Pinzettenhälften im späteren Gebrauch präzise ineinandergreifen. Auch beim Fräsen der Griffmuster wird dieses Prinzip der Schnittaufteilung genutzt.

Die optimierte Schneidengeometrie für den Einsatz in Titan sorgt in Verbindung mit der Schicht IG35 für eine hohe Produktivität und Prozesssicherheit. Mit einer Schichtdicke von nur 0,003mm und einer maximalen Einsatztemperatur von rund 1.100°C erreicht das Werkzeug im Durchschnitt die doppelte Standzeit gegenüber herkömmlichen Schichten. Die Beschichtung der Werkzeuge geschieht bei Horn inhouse in den eigenen HiPIMS-Beschichtungsanlagen. Dies gestattet neben den hohen Zerspanleistungen eine schnelle Lieferung der Werkzeuge.
Horn-Zirkularfrässystem und Tendo von Schunk
Das Zirkularfrässystem von Horn bietet dem Anwender eine Reihe von Verfahrensvorteilen: Es ist schnell, prozesssicher und erzielt gute Oberflächenergebnisse. Dabei taucht das auf einer Helixbahn geführte Werkzeug schräg oder sehr flach in das Material ein. Dadurch lassen sich beispielsweise Gewinde in reproduzierbar hoher Qualität herstellen. Im Vergleich zur Bearbeitung mit Wendeschneidplatten bei größeren Durchmessern oder Vollhartmetall (VHM)-Fräsern bei kleineren Durchmessern sind Zirkularfräser in aller Regel wirtschaftlicher und bieten ein breites Einsatzgebiet: Sie bearbeiten Stahl, Sonderstähle, Titan oder Aluminium und Sonderlegierungen.