Das Kupplungswerk von Flender in Bocholt beschäftigt rund 420 Mitarbeiter, davon allein zirka 220 in der Produktion. „Jährlich stellen wir mehrere Tausend Motorkupplungen her, bestehend aus zwei Kupplungshälften“, erklärt der stellvertretende Fertigungsleiter Günter Thebingbuß, „und jede Kupplung erhält je nach Bauteil eine spezifische Verzahnung.“ Solche Verzahnungen wurden früher auf Sondermaschinen gefertigt. „Aufgrund der verschiedenen, sehr aufwendigen Prozesse benötigten wir daher eine Vielzahl an Maschinen für die Herstellung der Mitnehmerringe und Kupplungsteile als Hauptkomponenten der Motorkupplungen“, so Thebingbuß.
Agile Zerspanung auch kleiner Lose mit hoher Teilevarianz
Es galt, diese Vielfalt an Sonderlösungen zu verringern. „Im Zusammenhang mit der Fertigung von Motorkupplungen entschieden wir uns u.a. für zwei Dreh-Fräszentren vom Typ DMG CTX gamma 1250 TC, da sich mit ihnen u.a. auch das Wälzschälen als ein für uns entscheidender Prozessschritt in der Fertigung realisieren ließ“, erinnert sich Thebingbuß. „Zudem entschlossen wir uns, die Fertigung mit diesen Maschinen zu automatisieren.“

Knifflige Automatisierung
Infolgedessen wurde mit einer ganzen Reihe an potenziellen Anbietern gesprochen. Als Partner blieb am Ende nur Fastems übrig. Marco Krane, hauptverantwortlicher Anlagenbediener der agilen Fertigungszelle, präzisiert: „Das Setup der Maschinen sollte komplett automatisiert sein. Das betraf nicht nur den Werkzeugwechsel, sondern auch das Rüsten mit den für die Werkstücke jeweils erforderlichen Spannmitteln. Vor jedem Auftrag musste zudem ein automatischer Ressourcencheck durchgeführt werden, und auch die NC-Programme sollten auftragsspezifisch an die Maschinen übertragen werden. Die Gesamtlösung musste letztendlich in der Lage sein, hochflexibel kleine bis mittlere Losgrößen mit hoher Teilvarianz zu produzieren.“
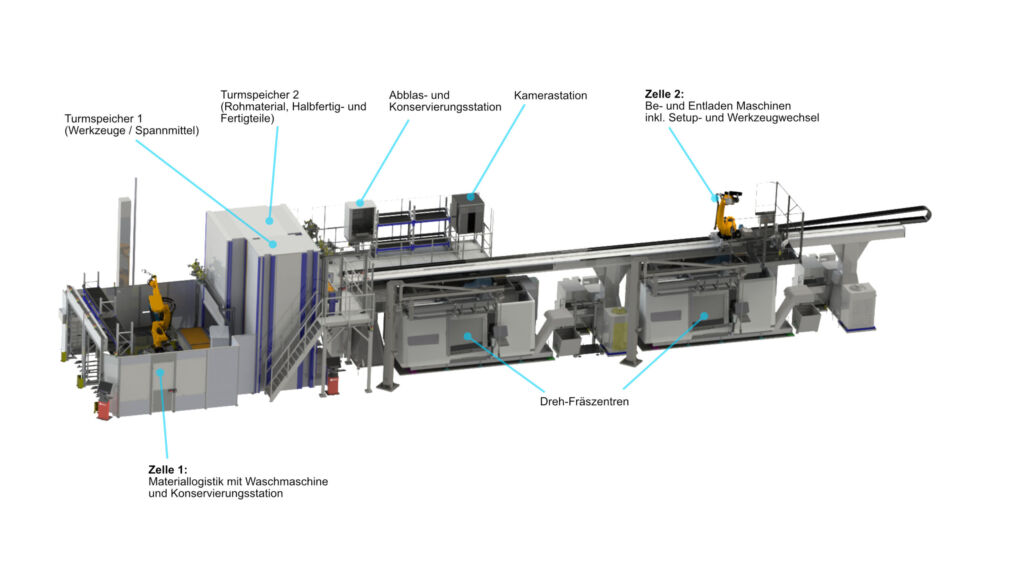
Die Lösung besteht nach Aussagen von Stephan Limbach, Solution Sales Manager Fastems, im Wesentlichen aus zwei Zellen mit einem zentralen Turmspeicher: „Zelle 1 dient der Materiallogistik für das Einschleusen von Rohmaterial und Ausschleusen der Fertigteile mit integrierter Wasch- und Konservierungsstation. Hieran schließen sich die Speicher für Rohmaterial, Halbfertig- und Fertigteile sowie für die Werkzeuge und Spannmittel an. Die Zelle 2 bildet schließlich den eigentlichen Fertigungsbereich.“
Als übergeordnete Intelligenz fungiert die Manufacturing Management Software (MMS) von Fastems, die den Produktionsablauf gemäß der Daten aus dem ERP-System automatisch plant, ausführt und überwacht. Die MMS übernimmt zudem die Werkzeugverwaltung inklusive Standzeitenüberwachung, koordiniert das automatisierte Setup der Maschinen mit einem Roboter und kontrolliert vor jedem Auftrag, ob alle Ressourcen bereitstehen.
Durchgängige Lösung
In Zelle 1 wird einem Roboter lageorientiert Rohmaterial auf einer Palette zugeführt. Um das Rohmaterial dem jeweiligen Fertigungsauftrag zuordnen zu können, wird ein Barcode an jeder Palette eingescannt. Anschließend legt der Roboter die Rohteile im Werkstückspeicher ab.
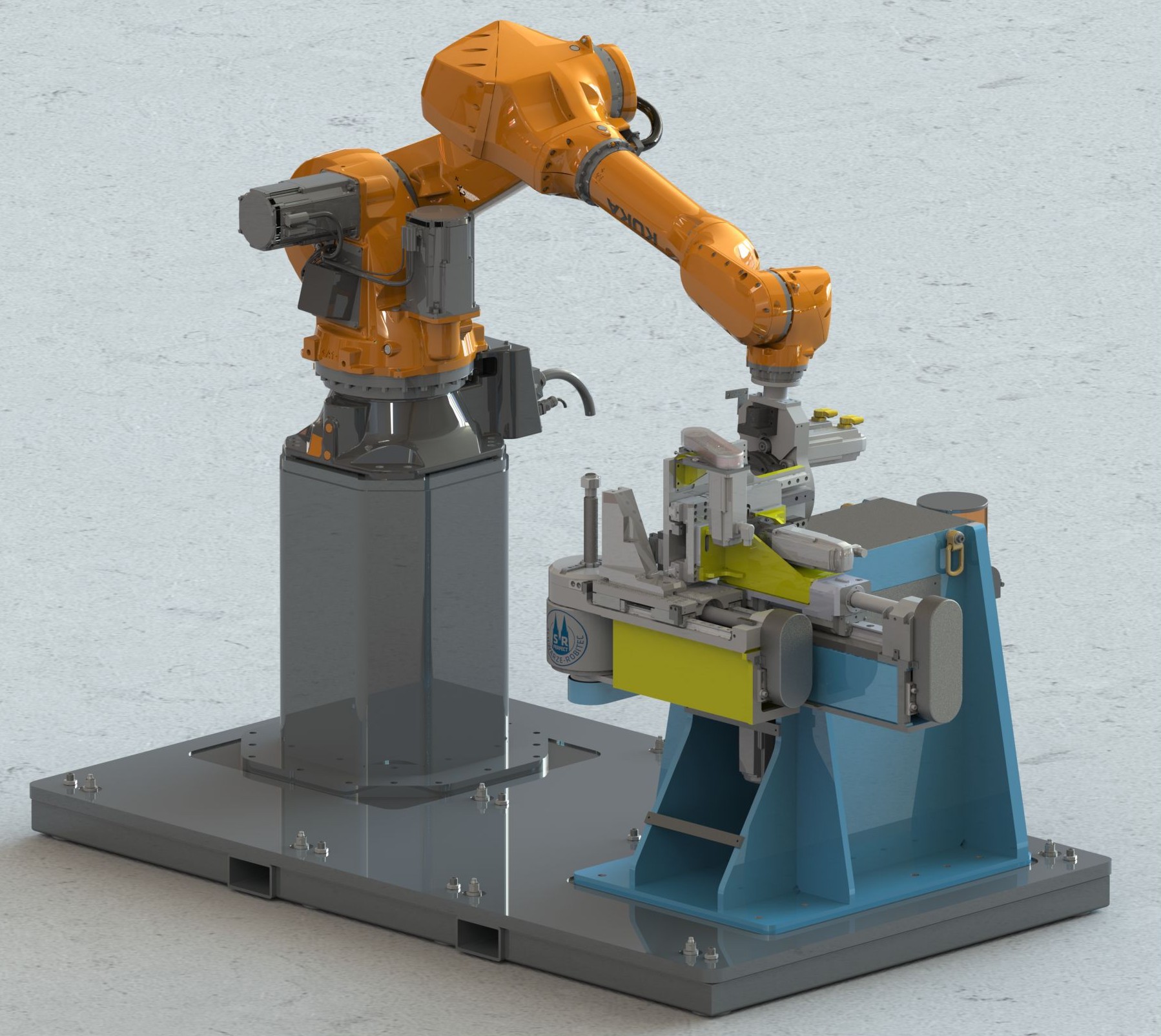
Auf der gegenüberliegenden Seite des Speichers befindet sich die Zelle 2 mit den beiden Dreh-Fräszentren, die jeweils über eine Hauptspindel und ein Magazin für 36 variabel besetzbare Werkzeuge verfügen, um flexibel jedes Bauteil auf jeder Anlage fertigen zu können. Zusätzlich bietet der Turmspeicher Platz für weitere 400 Werkzeuge. In Zelle 2 übernimmt ein Portal-Roboter zusätzlich zur Werkstückhandhabung das Rüsten der Maschinen mit den benötigten Werkzeugen und Spannmitteln. Pro Monat sind hierbei zirka 19 Setupwechsel für die Spannmittel an beiden Maschinen notwendig. Hinzu kommen in jeder Stunde rund 30 Werkzeugwechsel pro Dreh-Fräszentrum.
Produktivität signifikant erhöht
Für die eigentliche Produktion rüstet der Portal-Roboter zunächst eine der beiden Maschinen mit den erforderlichen Spannmitteln. „Ab hier entscheidet im Grunde die MMS, ob zuerst das Werkstück eingespannt oder die für die Bearbeitung notwendigen Werkzeuge zur Maschine transportiert werden“, beschreibt Günter Thebingbuß.
Während die Maschine läuft, übernimmt der Roboter weitere Tätigkeiten für die noch anstehenden Fertigungsaufträge. Hierbei wechselt er u.a. hauptzeitparallel die Werkzeuge in den Magazinen, wobei die MMS die Bereitstellung von Werkzeugen im Voraus planen kann. Ist ein Bauteil bearbeitet, wird es vom Roboter in den Speicher gelegt. Alle im Speicher befindenden Fertigteile gelangen mithilfe des Roboters in Zelle 1 zunächst zur Wasch- und Konservierungsstation, bevor sie auf einer Palette abgelegt werden.
„Momentan produzieren wir aufgrund der hohen Auslastung vor allem die Mitnehmerringe für die Kupplungen. Das sind zirka 20 bis 60 Stück pro Auftrag mit Bearbeitungszeiten von 30 bis 70 Minuten pro Teil, wobei es sich hier um rund 25 verschiedene Materialnummern handelt. Darüber hinaus sind wir bei vorhandenen Stammdaten in der Lage, kurzfristig auch kleinere Lose von beispielsweise 3 Bauteilen zu fertigen. Produziert wird in drei Schichten inklusive einer komplett mannlosen Schicht. Hierdurch konnten wir unsere Produktivität signifikant steigern und darüber hinaus aufgrund der durchgängigen Automatisierung unsere schon hohe Fertigungsqualität verbessern“, so das Fazit von Günter Thebingbuß zur erfolgreichen Zusammenarbeit mit Fastems.