Bild: Uli Regenscheit/Landesmesse Stuttgart GmbH





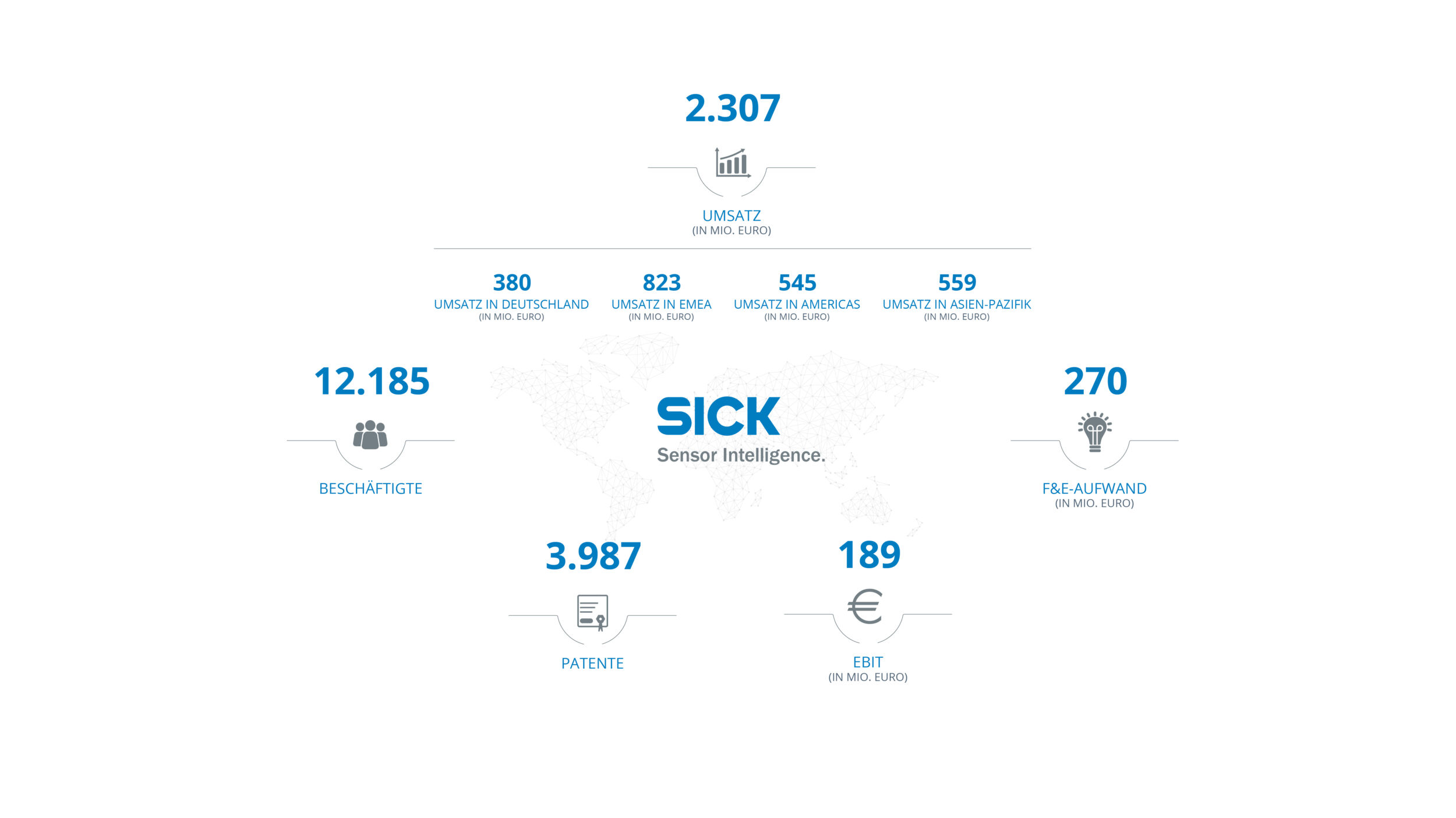
Das Sensorunternehmen Sick mit Hauptsitz in Waldkirch hat seinen Wachstumskurs in einem herausfordernden Geschäftsjahr 2023 fortgesetzt.
Kölbl+Vogl fusioniert mit dem HMI-Anbieter T&O Display Solutions. Die Rohrdorfer Firma von Anton Vogl und Michael Kölbl beschäftigt sich mit…