Seit mehr als 50 Jahren wendet die Stahl- und Gussbearbeitungsindustrie synthetisch hergestellte kristalline Schneidstoffe an. Diese Alternativen zu natürlichen Schneidstoffen wie Diamant werden von der Forschung immer weiter optimiert. Schneidstoffe, die das chemisch inerte C-BN enhalten, zeichnen sich durch eine besonders hohe Temperaturverträglichkeit und enorme Bruchzähigkeit aus. Aufgrund dieser Vorteile kommen sie in vielen Industriezweigen wie dem Automotive-Bereich, im allgemeinen Maschinenbau oder im Luftfahrtsektor zur Anwendung. Auch in der Medizintechnik wird das ‚Multitalent‘ eingesetzt.
>>Wir bieten Lösungen für nahezu alle Fertigungsindustrien<<
Mithilfe der drei Parameter C-BN-Anteil, Binderanteil und Schneidengeometrie lässt sich das CBN-Werkzeug individuell an Fertigungsprozess und Werkstoff anpassen. Durch das optimale Abstimmen mit den Anforderungen verbessern die Bornitrid-Substrate sowohl Werkzeugstandzeiten und auch die allgemeine Produktivität der Fertigungsvorgänge.
Einst wertvoller als Gold
Aufgrund der aufwendigen Herstellung war kubisches Bornitrid zu Beginn der industriellen Nutzung in den 1970er-Jahren teurer als Edelmetalle. Der Grammpreis von C-BN überstieg so-gar den von reinem Gold. Die kubische Molekülvariante ist eine von drei möglichen Modifikationen des Hochpolymers Bornitrid. Es lässt sich unterscheiden zwischen -, – und -Bornitrid bzw. hexagonalem, kubischem oder wurtzitischem Bornitrid. Für die Hartbearbeitung von Stahl und verschiedenen Metallguss- und Sinterwerkstoffen wird -Bornitrid (C-BN) mit einem keramischen oder metallischen Bindermaterial vermischt. Die Konzentration des C-BN und Bindemittels ist abhängig vom zu bearbeitenden Werkstoff und dem gewünschten Produkt.
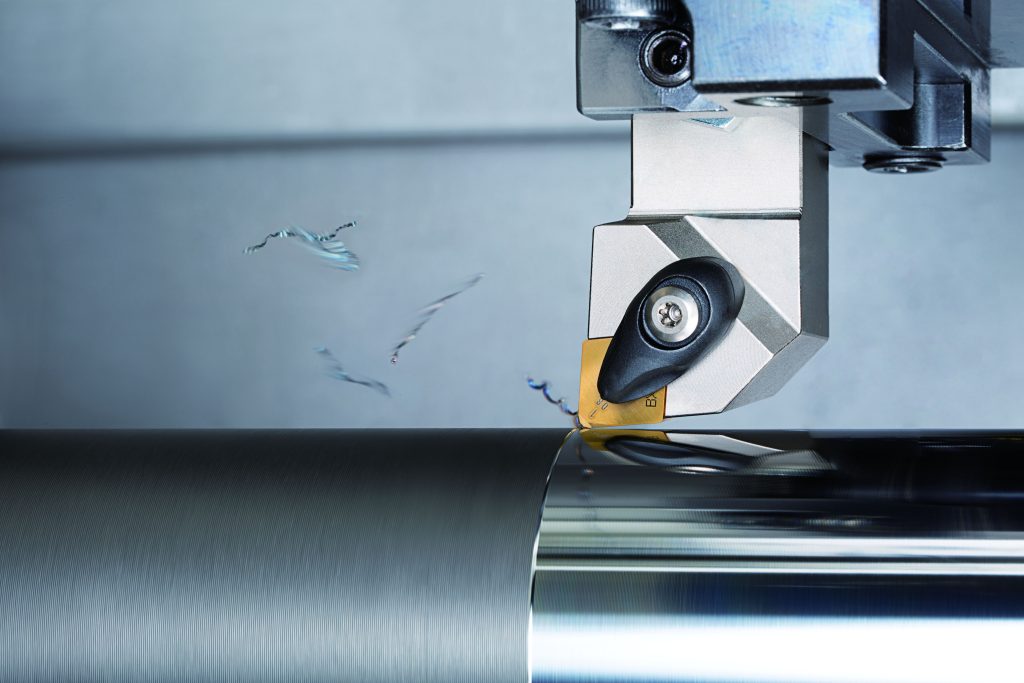
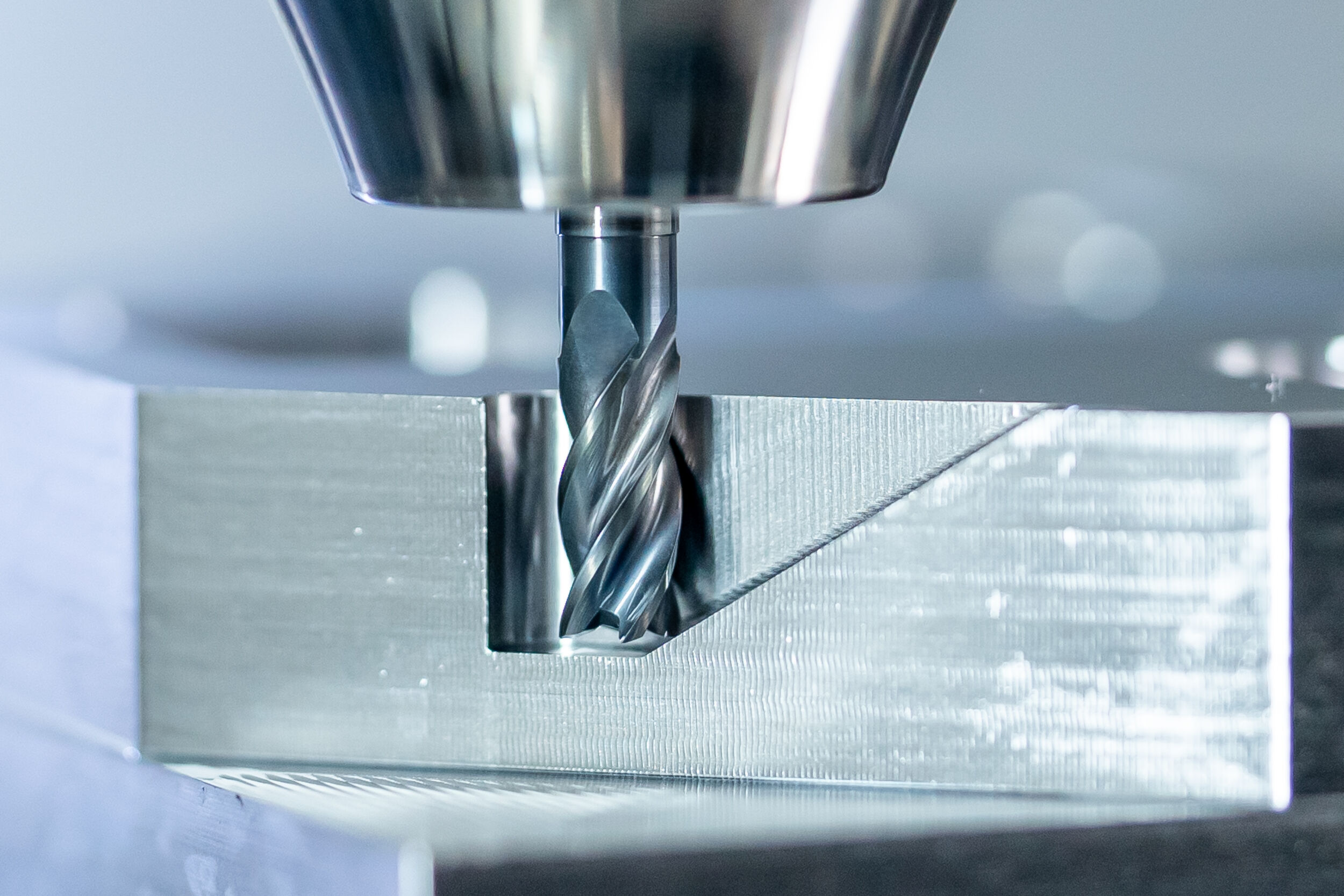
Am Anfang steht jedoch ein komplizierter Prozess zur Gewinnung des C-BN: -Bornitrid muss in einem Belt-Apparat mit einem Druck von 100kbar gepresst werden. Anschließend wird das C-BN gemeinsam mit dem Bindemittel bei 60kbar erneut gepresst. Dabei entsteht CBN, der zweithärteste Schneidstoff der Welt. Lasergeschnittene oder erodierte Segmente des Produkts werden dann auf einen Hartmetallrohling gelötet und in der spanenden Fertigung als mehrschneidige Wendeschneidplatte verwendet. Dort bieten sich diverse Einsatzmöglichkeiten, beispielsweise die Bearbeitung von Guss oder Inconel.

Individuelles Mischverhältnis für eine effiziente Produktion
Jede Anwendung erfordert eine andere Konzentration des Bor-Stickstoff-Polymers C-BN, gemischt mit dem passenden Binderanteil. Ein höherer C-BN-Anteil vergrößert die Substrathärte und Bruchzähigkeit des Werkzeugs. Bei zunehmendem Binderanteil nimmt die Verschleißfestigkeit zu. Der bedeutende Vorteil von CBN gegenüber konventionellen Schneidstoffen ist seine chemische Inertheit. Da CBN im Gegensatz zu Diamant nicht aus Kohlenstoff-Atomen besteht, werden keine Partikel an den zu bearbeitenden Stahl abgegeben. Dank seiner Verschleißfestigkeit ist CBN zudem für stark abrasive Werkstoffe wie Sinterstoffe geeignet.
Verglichen mit anderen superabrasiven Schneidstoffen ist CBN doppelt so hart und viermal verschleißfester. Die Korngröße des C-BN und die Schneidengeometrie des CBN-Werkzeugs sind je nach gewünschtem Ergebnis variierbar. Die optimale Variation der Aspekte C-BN-Gehalt, Bindergehalt und Schneidengeometrie gewährleistet das bestmögliche Ergebnis.
Erlesener Kreis
Weltweit gibt es nur zwei Werkzeughersteller, die kubisches Bornitrid selbst produzieren. Einer davon ist Tungaloy. Das Unternehmen betreibt bereits seit den frühen 1970er Jahren Forschung und Entwicklungsarbeit mit CBN-Schneidwerkzeugen. Bis heute arbeitet Tungaloy eng mit Universitäten zusammen, um den Schneidstoff weiterzuentwickeln.