Das Werk Rheine ist mit über 430 Mitarbeitern der zweitgrößte Standort der Renk Group nach dem Stammsitz in Augsburg. Es spezialisiert sich als Segment ‚Marine – Industrie‘ auf die Produktion von Getriebe- und Kupplungslösungen für Kunden weltweit. Bereits seit mehr als 15 Jahren besteht die Zusammenarbeit zwischen dem Renk Werk Rheine und dem Spannmittelspezialisten Röhm. Geordert wurden seitdem verschiedenste Produktgruppen: von Planscheiben, Zentrierspitzen und Spannbacken – alle sowohl in Standard- als auch Sonderausführungen – bis zu Hand- und Kraftspannfuttern sowie Schraubstöcken. „Und auch an anderen Standorten ist Röhm ein fester verlässlicher Lieferant seit vielen Jahren für jegliche Spannmöglichkeiten“, berichtet Carsten Jaeger, Meister Fertigung – Mechanische Fertigung / MI-ORFN bei Renk.
Bei einem aktuellen Projekt geht es um hydraulische Futter, die Röhm nach Rheine lieferte, mittlerweile sind es ein dutzend Stück. Die Futter werden in einer aus drei Werkzeugmaschinen bestehenden, verketteten Fertigungsline mittels Palettenlager den jeweiligen Maschinen zugeführt. Bevor dies geschieht, werden die Futter auf einem externen Rüstplatz mit Werkstücken beladen und wieder im Palettenlager eingelagert. Die Renk-Anforderungen an den Bearbeitungsprozess bzw. die Spannfutter waren vor allem eine möglichst hohe Zentrier- und Rundlaufgenauigkeit.
Gesucht: das geeignetste Spannmittel
Bei Renk befinden sich auch Futter anderer bekannter Anbieter im Einsatz. In diesem Fall ging es aber nicht um einen Ersatz bestehender Produkte, sondern die Verantwortlichen in Rheine begaben sich auf die Suche „nach dem für dieses Projekt geeignetsten Spannmittel“. Konkret befinden sich hierfür nun insgesamt sieben Kraftspannfutter KFG (Durchmesser: 400mm und 630mm mit sechs Spannbacken – Spitzverzahnung 1/16″ x 90°) in der Anwendung. Mit der Spitzverzahnung gelingt die radiale Verstellung der Spannbacken auf unterschiedliche Werkstück- und Spanndurchmesser.

Die 3×2 Backenpaare spannen zentrisch ausgleichend, um die Spannkraft gleichmäßig zu verteilen, eine mittige Spannung während der Bearbeitung zu gewährleisten und um Werkstück-Unrundheiten auszugleichen. Als im Laufe des Projekts die nächste Fertigungsmaschine hinzukam, wurden weitere fünf Kraftspannfutter gleicher Bauart geordert – das zeigt, der Prozess „läuft“.
Mehrere Bearbeitungsschritte vereint
Renk ist einerseits klassischer Einzelteilfertiger, andererseits Kleinserienfertiger. „Für beides brauchten wir eine zukunftsorientierte Lösung“, sagt Jaeger. „Als erstes suchten wir ein Fertigungssystem, welches in beiden Fällen eine optimale Effizienz bietet. Anschließend schauten wir nach Spannmitteln, die uns bei unseren Produkten mit höchster Anforderung eine maximale Qualität bringen. Erstes Ausgangsziel war es, auf der Fertigungsmaschine unsere Bogenzahnkupplungsgehäuse in zwei Aufspannungen zu fertigen sowie die Bearbeitungsschritte – Drehen, Bohren, Reiben, Gewindeschneiden und Verzahnen – zu vereinen. Das haben wir geschafft! Wir sind heute in der Lage, in zwei Spannungen diese Bauteile zu fertigen. Dies wurde früher mindestens auf drei, teilweise sogar auf vier Maschinen durchgeführt. Das ist auch nur möglich mit den von Röhm hergestellten Futtern, welche uns die dafür notwendigen Genauigkeiten bieten.“
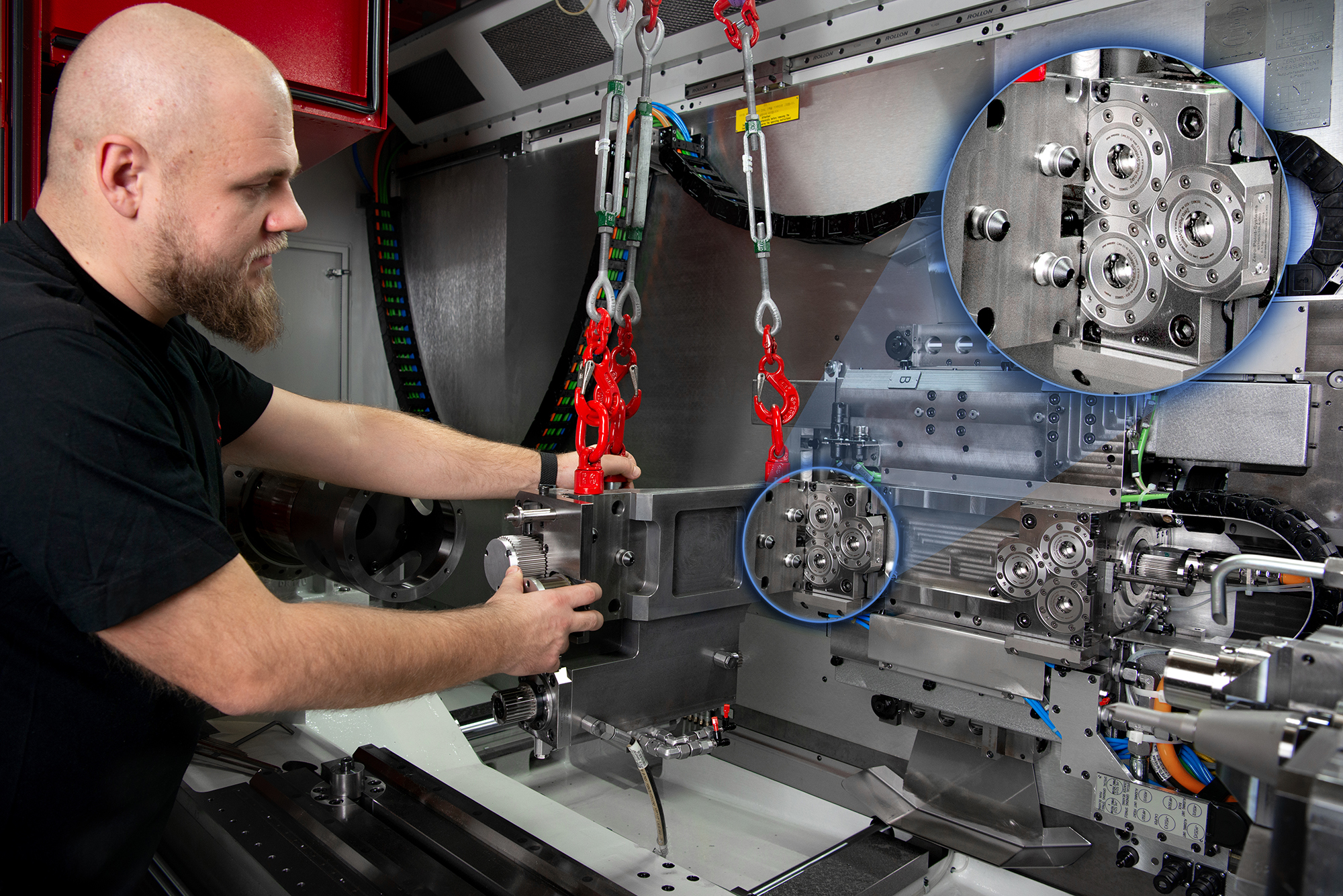
Keine Nebenzeiten für den Spannvorgang in der reinen Fertigungszeit
„Gespannt werden die Bauteile außerhalb der Maschine. Infolgedessen gibt es keine Nebenzeiten für den Spannvorgang in der reinen Fertigungszeit“, betont Röhm Sales Engineer Thorsten Nolte. „Das Futter wird auf der Palette mittels Zapfen zentriert, über Nutensteine lageorientiert sowie mittels Schrauben und Nutensteine befestigt. Die Werkstücke werden ins Spannfutter geladen und in einem Regal bis zur Fertigung zwischengelagert.“

An welchen Stellen hakte es denn mal? „Die größten Herausforderungen lagen bei der Lieferzeit und bei einem technischen Problem durch Flugrost wegen Kondenswasserbildung“, beschreibt Nolte. „Unser Röhm Service konnte hier aber wie gewohnt Abhilfe schaffen.“ Jaeger geht mehr auf den Prozess ein: „Es kann durchaus vorkommen, dass unsere Maschinenpaletten längere Zeit im Linearspeicher verweilen und auf ihre Abarbeitung warten. Große Bedenken hatten wir, dass der Spanndruck gehalten werden kann, damit die Futter die Bauteile nicht während des Transports zur Maschine verlieren. Bis dato haben wir allerdings noch kein einziges Bauteil verloren!“
Kundenaufträge rasch bedienen
Es vergingen lediglich zehn Monate ab der Anfrage bis zur Lieferung von sieben Sonderspannmitteln – projektbezogen für die Fertigung von beispielsweise Zahnrädern und Lagerringen. Die Anzahl der Spannmittel beträgt mittlerweile zwölf Stück.