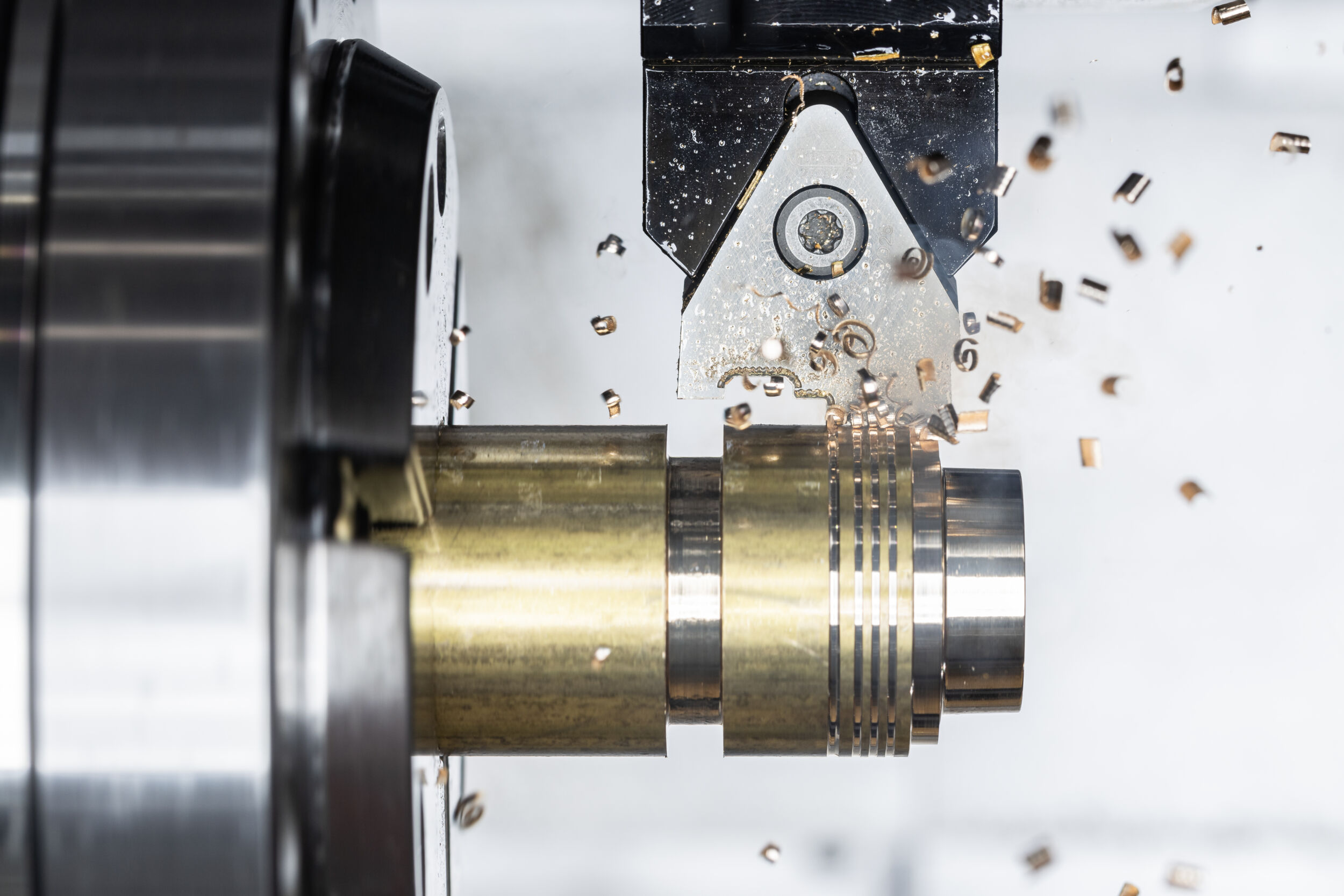
Aufgrund seiner außergewöhnlichen Steifigkeit sowie Dämpfung ist das hydrostatisch gelagerte 5-Achs-Bearbeitungszentrum Starrag S1250 HD ganz besonders für die Titanzerspanung geeignet. Bei Leistungsschnitten, die Starrag im Stammwerk Rorschacherberg durchführte, erreichte die Maschine schier unglaubliche Ergebnisse: Mit einem von Starrag selbstentwickelten und für die Hochleistungszerspanung (HPC) ausgelegten Hartmetallfräser ‚Cylindrical Endmill Cutter Ø40 R1.24‘ (18 Zähne) realisierten die Frässpezialisten ein enormes Zeitspanvolumen von 1.516cm3/min. Ihrer Einschätzung nach: Weltrekord in der Titan-Zerspanung!
Airbus ordert bereits fünf Bearbeitungszentren
Schon seit vielen Jahren setzt die Starrag STC-Baureihe echte Maßstäbe in der wirtschaftlichen Bearbeitung von Strukturbauteilen aus Titan. Dieser schwer zerspanbare, extrem zähe Werkstoff mit seinem schlechten Wärmeleitkoeffizienten führt zu einer hohen Belastung der Werkzeugschneiden und verhindert hohe Drehzahlen. Eine erfolgreiche Bearbeitung setzt niedrige Drehzahlen und dafür hohe Drehmomente voraus, die von der Maschine wiederum eine enorme Steifigkeit und Dämpfung verlangen. Daher entschied sich Starrag, sein horizontales Bearbeitungszentrum STC 1250 in einer Variante anzubieten, bei der die horizontalen Linearachsen hydrostatisch gelagert sind.

Reibungsfrei, verschleißfrei, extrem steif und hochgedämpft – mit diesen Eigenschaften bietet sich das neue Bearbeitungszentrum unter dem ebenfalls neuen Namen Starrag S1250 HD für die fünfachsige Schwerzerspanung von Titan-Strukturbauteilen an. Schon der Prototyp erreichte beim Schruppen bis zu dreimal so hohen Materialabtrag wie die rollengelagerte Version. Beim Schlichten sorgen die verbesserte Dämpfung und Dynamik darüber hinaus für exzellente Präzision und Oberflächengüten.

Dass dieses neue Konzept ein Treffer ins Schwarze ist, bestätigt der Auftrag von Airbus für einen Einsatz am Standort Varel. Nach einigen Härtetests mit der Prototyp-Maschine orderte das Unternehmen fünf Starrag S1250 HD – verbunden mit ein paar Sonderwünschen.
Drehmomentstarker Rundtisch + mehr Leistung im Kopf
„Unsere Kunden waren von den vor zwei Jahren durchgeführten Versuchen begeistert“, berichtet Alexander Fitz, Sales Director für Aerospace & Turbine bei Starrag, „denn die Starrag S1250 HD versprach ein wesentlich effizienteres Zerspanen von Titan-Strukturbauteilen als es bisher möglich war. Um die speziellen Anforderungen der Titan-Zerspanungsspezialisten optimal zu erfüllen, entschlossen wir uns, für die Serienmaschine einige Veränderungen vorzunehmen.“
Diese betrafen in erster Linie den Drehtisch und den Fräskopf, die beide beim Prototyp der HD-Variante von der Standard-STC 1250 übernommen worden waren. Alexander Fitz führt weiter aus: „Fürs Hochleistungsfräsen von Titanstrukturbauteilen brauchen wir keinen schnelldrehenden, direktangetriebenen Tisch. Deshalb haben wir diesen gegen eine Getriebevariante ausgetauscht, die mit ihrem enormen Drehmoment von 25.000Nm und 32.000Nm Klemmmoment die Anforderungen noch besser erfüllt.“
Werkzeugmaschinen für hohe Genauigkeit und Produktivität
Die StarragTornos Group gehört weltweit zu den führenden Anbietern der Werkzeugmaschinen (WZM)-Industrie. In den beiden Divisionen Starrag und Tornos entwickelt, fertigt und vertreibt sie Präzisions-WZM zum Fräsen, Drehen, Bohren, Schleifen und zur Komplettbearbeitung von Werkstücken aus Metall, Verbundwerkstoffen und Keramik. Zu ihren Kunden zählen führende Unternehmen der Medizin- und Dentaltechnik, der Luxusgüterindustrie, der Luft- und Raumfahrt sowie der Energie- und Transportindustrie. Neben dem WZM-Portfolio bietet die rund 2.000 Mitarbeiter beschäftigende StarragTornos Group sowohl umfassende Technologie- als auch After-Sales-Dienstleistungen an. Der Hauptsitz befindet sich in Rorschacherberg (Schweiz). StarragTornos betreibt Vertriebs- und Servicestandorte sowie Produktions- und Entwicklungsstandorte in der Schweiz, in Deutschland, Frankreich, Italien, Spanien, Polen, Großbritannien, in den USA, in Mexiko, Brasilien sowie in China, Thailand, der Region Taiwan und in Indien. Zudem verfügt die Gruppe über Vertriebs- und Servicegesellschaften in allen wichtigen Abnehmerländern.
Als Arbeitsspindel kommt bei der Starrag S1250 HD die robuste, Starrag-eigene 53kW-Getriebespindel zum Einsatz, die 1.600Nm Drehmoment und eine Drehzahl von 4.500 Umdrehungen pro Minute bietet. Neu dabei ist die HSK-B160-Schnittstelle, die durch ihre große Anlagefläche eine hohe Steifigkeit der Werkzeuge bewirkt. Das ist für große Schnitttiefen wichtig – insbesondere bei weit auskragenden Werkzeugen.
Mehr Steifigkeit in der Maschine
Die Starrag-Entwickler veränderten die Serienausführung gegenüber dem Prototyp nicht nur hinsichtlich der vom Kunden angeregten Punkte. „Unsere Absicht war es, in erster Linie die möglichen Abtragsraten weiter zu steigern und den Werkzeugverschleiß zu vermindern“, betont Rolando Senn, federführender Konstrukteur bezüglich der Hydrostatik. Die wichtigsten Stellschrauben dafür sind die Steifigkeit und Dämpfung der Maschine.

„Daher haben wir die Struktur der Maschine – sowohl die Betten als auch den Ständer – nochmals steifer ausgeführt“, erläutert Rolando Senn. „Auch bei der Hydrostatik konnten wir für mehr Auflagefläche sorgen und dadurch erhöhte Steifigkeit und Dämpfung erzielen. Zudem ist es uns gelungen, das automatische Reglersystem der hydrostatischen Führungen durch eine mechanische Lösung robuster und wartungsfreundlicher zu gestalten.“

Praxis zeigt die wahren Werte auf
Die ersten Tests auf der Serienmaschine verliefen gänzlich vielversprechend. Dr. Markus Ess, Director of Technology der Starrag Business Unit HPMS, hebt einen Versuch hervor, der in Rorschacherberg im Beisein der Titan-Zerspanungsspezialisten von Airbus, Varel, stattfand: „Wir haben einen sogenannten Leistungsschnitt gemacht. Dieser wird bei idealen Spann- und Werkzeugverhältnissen durchgeführt: eine Schruppbearbeitung mit einem kurzem 80mm Igelfräser und 68mm Tiefe im Vollschnitt; bei 80mm/min Vorschub und 160 Umdrehungen. Dann war das Leistungsvermögen des Werkzeugs ausgeschöpft. Die Maschine lief absolut ruhig – die Leistungsaufnahme an der Spindel lag erst bei etwa 60 bis 70 Prozent.“
Enorm reduzierter Werkzeugverschleiß
Einer der größten Kostenfaktoren bei der Titanbearbeitung sind die Werkzeuge, welche einem starken Verschleiß unterliegen.