Bodenschutz, Reifenschonung und Dieseleinsparung: drei Attribute, die ein Landwirt mit seinen Traktoren beherrschen sollte. Dies erreicht er mit einer Reifendruckregelanlage: Das bedeutet, dass er zur Reifenschonung auf der Straße einen hohen Reifendruck fährt und bei der Ankunft am Acker den Druck der Pneus variabel ablassen kann. Die dadurch entstehende breitere Auflagefläche der Reifen reduziert die Bodenverdichtung und verhilft zu mehr Grip. Zurück auf der Straße ist die Auflagefläche infolge des hohen Reifendrucks wesentlich kleiner. Das spart erhebliche Dieselkosten ein und führt zu geringerem Reifenverschleiß.
System zum Nachrüsten
IWN bietet mit der Reifendruckregelanlage VariQtire ein System an, welches sich in neue Landmaschinen integrieren sowie in schon vorhandene Traktoren nachrüsten lässt (www.iwn.de). Die Druckleitungen liegen nicht auf den Kotflügeln, sondern sind direkt durch die Achsen und Radnaben geführt. Das Radventil ist über einen kurzen Schlauch mit einem Funksensor verbunden. Der Traktorfahrer kann somit einfach auf Knopfdruck den Reifendruck heben und senken sowie überwachen. Die Regelanlage macht abrissgefährdende und außenliegende Druckluftleitungen überflüssig.

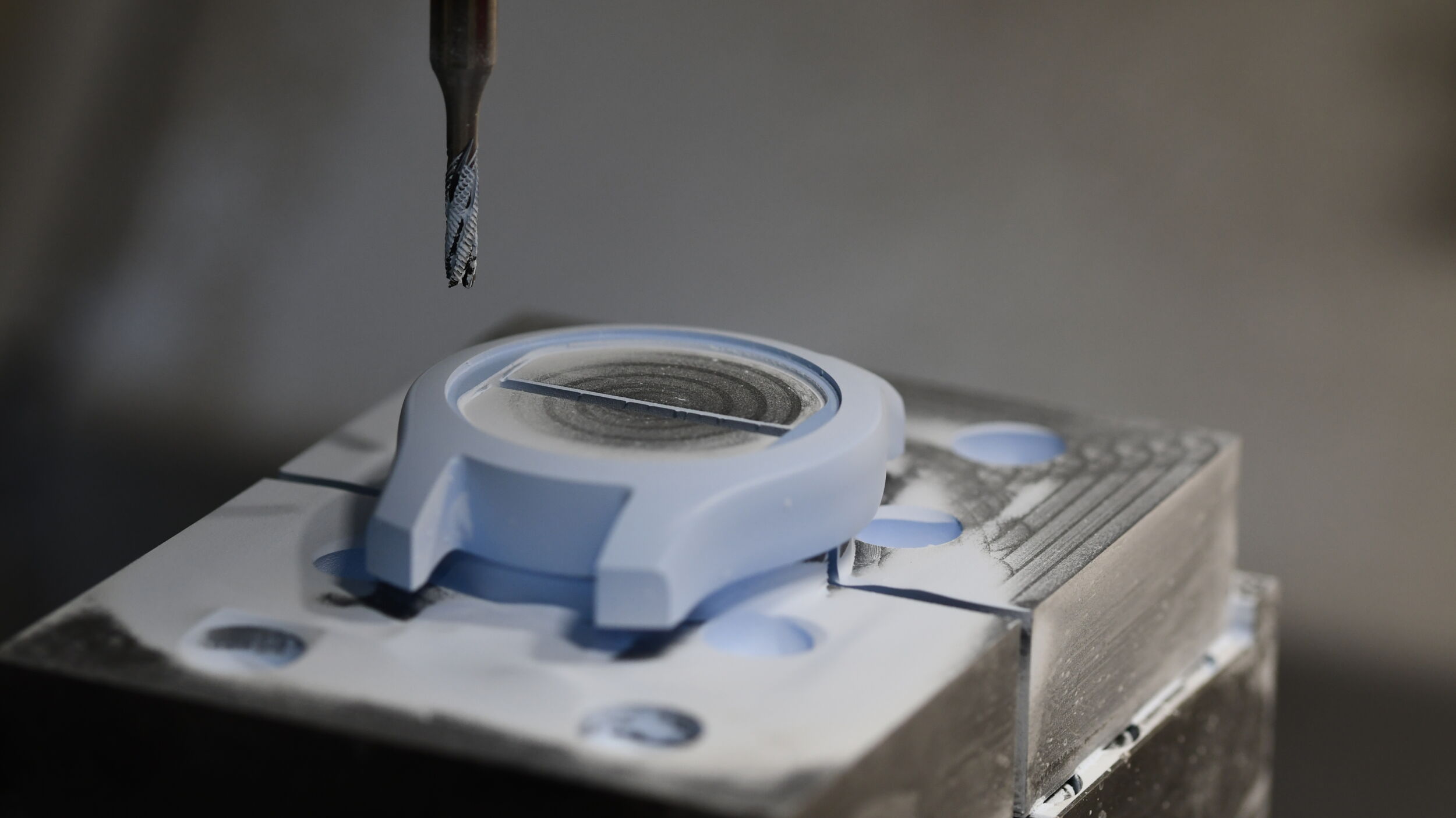
Alle wesentlichen Bauteile produziert IWN selbst. Zum Einsatz kommen Mehrspindler sowie Langdrehautomaten. Zur Fertigung der Ventilbauteile sind µ-Toleranzen an der Tagesordnung und hohe Prozesssicherheit spielt eine entscheidende Rolle. „Wir hatten beim Ausdrehen eines zentralen Bauteils das Problem von Spänenestern sowie Spänen, welche sich in eine Querbohrung gequetscht haben. Hierzu mussten wir die Teile zu 100 Prozent kontrollieren“, erläutert Dunker. Bei nahezu jedem zweiten Teil galt es, die Späne in der Querbohrung mit einem feinen Dorn zu entfernen. Das war mit einem hohen Aufwand verbunden, da die gegenüberliegende Dichtkante keine Kratzer aufweisen darf. „Somit entstand eine 100-Prozent-Kontrolle, um die Dichtkante zu prüfen. So hatten wir zweifachen Aufwand wegen eines Werkzeugs, welches zu lange Späne produziert hat“, erklärt Dunker.
Spanformgeometrie bringt rasche Lösung
Der für IWN zuständige Horn-Außendienstmitarbeiter Thomas Dück schlug vor, den Ausdrehprozess mit einem Supermini mit gesinterter Spanformgeometrie zu testen. Es zeigten sich schnell positive Ergebnisse.
Unglaublich vielseitig
Ausdrehen, Profildrehen, Inneneinstechen, Gewindedrehen, Fasen, Axialstechen, Bohren sowie Nutstoßen: Das Werkzeugsystem Supermini lässt sich für zahlreiche Bearbeitungsoperationen anpassen und einsetzen. Zum Einsatz kommt die Vollhartmetallschneidplatte in der Bohrungsbearbeitung von Durchmessern zwischen 0,2 und 10mm. Horn bietet die Schneidplatte in drei unterschiedlichen Größen (Typ 105, 109 und 110) und verschiedenen Rohlingstypen an. Alle Varianten gestatten eine interne Kühlmittelzufuhr direkt zur Wirkzone. Das Werkzeugportfolio enthält circa 2.500 verschiedene Standardvarianten des Supermini. Darüber hinaus löste Horn mit unzähligen Sonderlösungen die Aufgaben der Anwender.
„Die Probleme mit den Spänenestern waren gelöst. Durch die Geometrie entstehen feine kurze Späne, die durch den Druck des Kühlmittels prozesssicher aus der Bohrung gespült werden. Falls ein Span nach dem Drehprozess doch noch in der Querbohrung steckt, ist er so fein, dass er beim Waschen der Bauteile aus dem Bauteil rutscht“, beschreibt Dück. „Durch die Werkzeuge mit Geometrie lassen sich tendenziell auch höhere Vorschübe fahren. Dies ist durch den kurzen Span möglich. Bei Werkzeugen ohne Geometrie führt der lange Span oft zu Stress in der Bohrung, was im schlimmsten Fall zum Werkzeugbruch führt. Deswegen ist hierbei eine langsamere Vorschubgeschwindigkeit von Vorteil. Das hängt jedoch immer vom Anwendungsfall und von der jeweiligen Bauteilgeometrie ab.“

Eine der größten Herausforderungen beim Innenausdrehen sind lange Späne. Die Bohrungsbearbeitung führt – je nach Werkstoff – oftmals zu langen Spänen. Sie wickeln sich um das Werkzeug, verstopfen Bohrungen oder führen im schlechtesten Fall zum Werkzeugbruch. Horn hat es mit dem Supermini des Typs 105 geschafft, ein universelles Ausdrehwerkzeug mit gesinterter Spanformgeometrie zu entwickeln. Das Werkzeug bietet im Einsatz eine hohe Prozesssicherheit durch die ausgezeichnete Spankontrolle. Die Geometrie lässt sich universell für verschiedene Werkstoffgruppen einsetzen und eignet sich zum Innen-, Plan-, Kopier- und Rückwärtsdrehen.
Deutlich längere Standzeit
Die Umstellung auf den Supermini mit gesinterter Geometrie von Paul Horn aus Tübingen führte neben der hohen Prozesssicherheit auch zur Einsparung der 100-Prozent-Kontrollen. Darüber hinaus führte der Einsatz des neuen Werkzeugs zu einer höheren Standzeit im Vergleich zum vorher eingesetzten Supermini.