Schiller Automation ist ein Familienunternehmen aus dem schwäbischen Sonnenbühl, welches Tradition und Zukunft unter einem Dach vereint. Mit 160 Mitarbeitern hat das Unternehmen einen fokussierten Blick auf technologische und ökonomische Trends, welche sie durch das stetig gewachsene Knowhow zu nutzen wissen. Schiller Automation entwickelt, produziert und liefert Produktionslinien zur Automatisierung vielfältiger Aufgaben. Der Betrieb erfüllt dabei nicht nur die individuellen Wünsche des Kundenkreises, sondern setzt dabei auch die neuesten Technologien ein. Das Unternehmen liefert seine Lösungen an unterschiedliche Branchen. Dazu gehören beispielsweise die Elektronik-, Automotive- und Medizinindustrie. Um Auftragsschwankungen in der Automatisierungsbranche abzufangen, nutzen die Süddeutschen einen modernen Maschinenpark und das Knowhow auch für die Lohnfertigung. Hier liefert das Unternehmen einfache und komplexe Einzelteile bis hin zu Serienteilen.

Schwierigkeiten mit der Prozesssicherheit
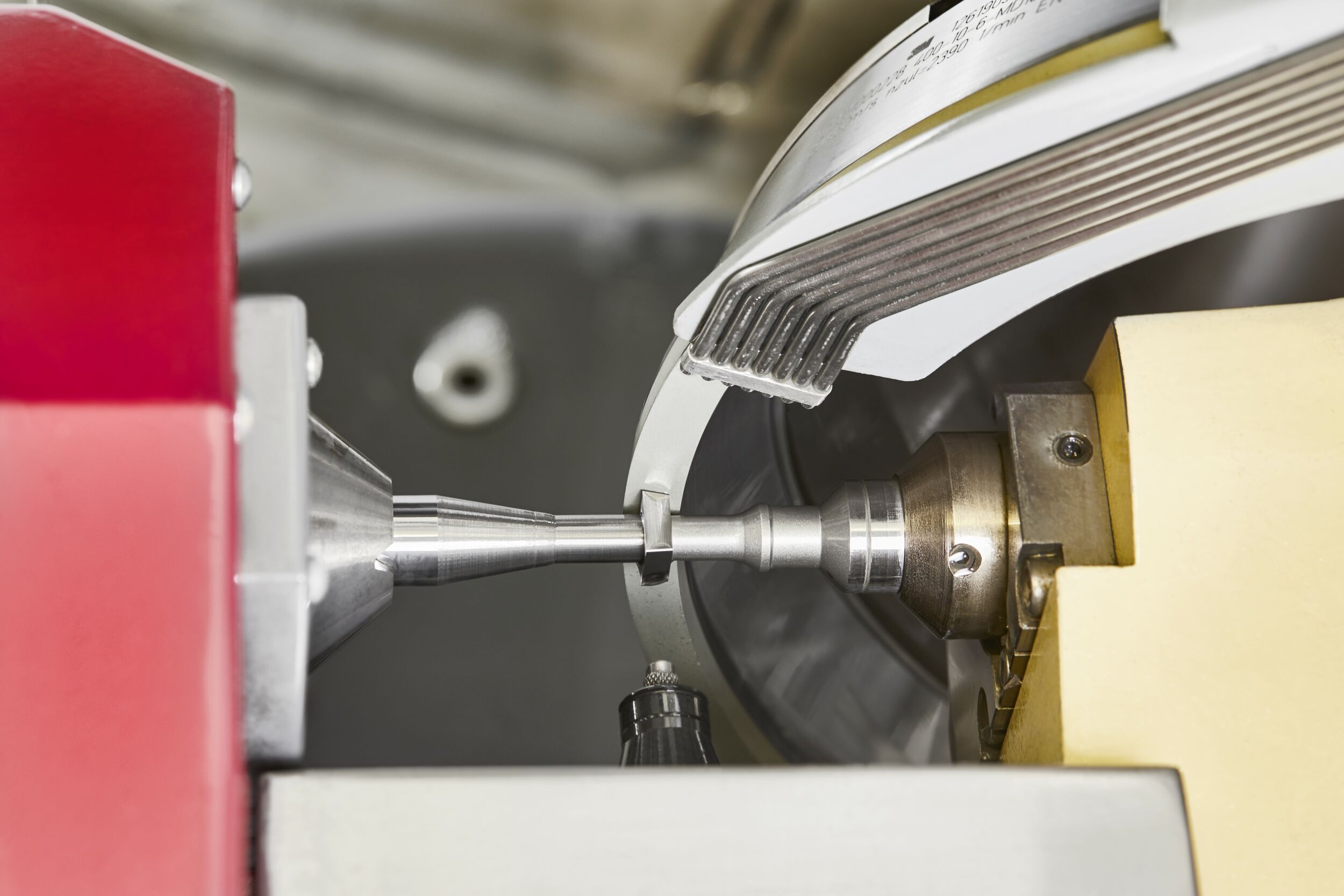
„Wir hatten Probleme mit dem Fräsen der T-Nuten für ein Kraftspannfutter. Die Werkzeuge bekamen wir von unserem Endkunden mitgeliefert“, berichtet Uwe Bahnmüller. Er verantwortet als Teamleiter den Bereich Arbeitsvorbereitung und Fertigung bei Schiller. Die Probleme stellten sich zum einen in der geringen Standzeit sowie in den niedrigen Fräsleistungen des Werkzeugs. Darüber hinaus hatte Bahnmüller mit der gleichmäßigen Prozesssicherheit durch Materialschwankungen zu kämpfen. Der Grundkörper des Kraftspannfutters besteht aus dem Werkstoff 31CrMoV9 (1.8519). Uwe Bahnmüller kontaktierte daraufhin den Horn-Außendienstmitarbeiter Rainer Saile. „Wir haben für das Tangentialfrässystem 406 auch Grundkörpervarianten zum T-Nuten-Fräsen im Programm. Ich schlug aufgrund der Problemstellung vor, dieses gleich zu testen“, so Saile.
>>Daraufhin wurden bei Horn gleich weitere Varianten des Werkzeugs bestellt<<
Die gefrästen T-Nuten dienen zur späteren Aufnahme der Spannbacken des Futters. Die hohe Qualität der späteren Kraftspannfutter verlangt dementsprechend enge Toleranzen und eine hohe Fertigungsqualität der einzelnen Komponenten. Nach den ersten Tests mit den Horn-Fräsern zeigte sich Bahnmüller schnell zufrieden: „Die radialen Frästiefen der T-Nuten sind hoch; das verlangt dem Werkzeug einiges ab. Die Werkzeuge zeigen sich auch von Materialschwankungen unbeeindruckt.“ Darauf bestellte Bahnmüller bei Horn gleich weitere Varianten des Werkzeugs. „Wir haben hier in der Fertigung Fräserdurchmesser von 22 bis 31mm im Einsatz“, erklärt Saile. „Der Durchmesser von 31mm ist ein Sonderwerkzeug, die anderen sind bei Horn im Standardsortiment.“

Performance überzeugt
„Die Leistung und die Standzeit der Werkzeuge haben uns voll überzeugt“, ergänzt Bahnmüller. Die Standzeit der vierschneidigen Wendeschneidplatten beträgt pro Schneide neun Nuten, also drei Bauteile. Pro Schneidplattensatz fertigt Bahnmüller zwölf Bauteile. Die Grundkörper sind mit vier und bei größeren Durchmessern mit fünf Platten bestückt. Der erste Schnitt des Werkzeugs geschieht im Vollschnitt mit einem Schlichtaufmaß von 0,1 links und rechts. Die folgenden zwei Schnitte dienen zum Schlichten der Außenfläche der Nut. Die Vorbearbeitung für den Freilauf des Fräserschafts geschieht mit einem Vollhartmetall-Schaftfräser. Der Spanabfluss ist durch die innere Kühlmittelzufuhr sichergestellt.

Die rhombischen Schneidplatten des Horn-Tangentialfrässystems sind präzisionsgeschliffen und sorgen mit einer zusätzlichen Freiflächenfase für einen stabilen Schneidkeil. Positive Span- und Axialwinkel erlauben einen weichen Schnitt und begünstigen damit einen ruhigen Fräsprozess. Das System gewährleistet auch bei angetriebenen Werkzeugrevolvern sowie auf leistungsschwächeren Maschinen ein hohes Zeitspanvolumen. Zusammen mit der inneren Kühlmittelzufuhr deckt das Tangentialfrässystem ein breites Anwendungsspektrum ab und erhöht dadurch die Leistung und Flexibilität. Die vierschneidige Schneidplatte bietet Horn – je nach Einsatzzweck – in den Typen 406 und 409 an.
Horn auf der EMO 2021 Milano
Paul Horn ist auf der EMO in Mailand als Aussteller vertreten. Die Weltleitmesse für Werkzeugmaschinen und Metallbearbeitung findet vom 4. bis zum 9. Oktober 2021 statt. Mehr als 30 Länder sind unter den Ausstellern bereits vertreten. Der Tübinger Werkzeugspezialist stellt in Halle 4, Stand D15 aus.