Mit etwa 380 Mitarbeitern produziert die im niedersächsischen Wildeshausen beheimatete Kurt Erxleben GmbH & Co. KG Blechformteile, Schweißzusammenbauten sowie Zerspanungsteile. Abgedeckt werden im Dreischichtbetrieb neben Stanz- und Umformtechnik auch Technologien wie CNC-Abkanten, Roboterschweißen, 2D- und 3D-Laserschneiden, Roboterkleben oder CNC-Fräsen. Die Kunden kommen zum größten Teil aus der Automobilbranche: Direkt beliefert werden OEMs wie Daimler, Porsche oder Volkswagen, aber auch große Tier1-Zulieferer wie Magna CTS, Valeo, Voestalpine, Wagon Automotive oder ZF.
Alle großen Werkzeuge, vor allem die großen Folgeverbundwerkzeuge, werden in Wildeshausen extern bezogen, dort auch konstruiert und im eigenen Haus dann eingefahren. Bei diesen Werkzeugen ist die Konstruktionsabteilung allerdings eng in den Prozess eingebunden. „Das betrifft sowohl die Bewertung der Herstellbarkeit des Artikels während der Kalkulationsphase als auch die Überprüfung von Methode und Wirkflächen oder die Tryout-Phase“, unterstreicht Konstrukteur Roman Kraus. „Denn wir verantworten den gesamten Optimierungsprozess, damit das Werkzeug anschließend die geforderte Qualität störungsfrei produziert. Und zwar über die gesamte Laufdauer hinweg.“

Durchgängiger Workflow
Gerade in der Automobilindustrie stellt die Forderung nach immer kürzeren Durchlaufzeiten eine zusätzliche Herausforderung dar. So bleibt für die Optimierung meistens nur noch ein bis zwei Wochen Zeit – ohne die 3D-Branchenlösung Visi wäre das kaum umzusetzen. Mit der aktuell insgesamt 22 Module umfassenden Produktfamilie für den Werkzeug- und Formenbau aus dem Hause Hexagon (früher Vero Software) bildet Erxleben seinen CAD- und CAM-Workflow ab.
Der Start mit Visi erfolgte 2015 bei der Fräsprogrammierung, auch um Hypermill als Programmiersystem abzulösen. Damals wurde ausschließlich mit Catia V5 sowie NX konstruiert – die neben Visi heute noch als CAD-Systeme im Einsatz sind – und der Konstrukteur hatte gleich auch die NC-Programmierung mitübernommen. Dementsprechend unflexibel war der Umformspezialist beim Generieren der Fräsprogramme und suchte daher dringend nach einer Lösung, die CAD und CAM räumlich entkoppelt, aber dennoch durchgängig mit demselben Datenmodell arbeitet.
>>Visi erleichtert uns die Zusammenarbeit erheblich<<
Zudem sollte das neue System so einfach und intuitiv zu bedienen sein, dass ein Werkzeugmacher auch ohne große CAD-Kenntnisse schnell und fehlerfrei zu überzeugenden Fräsergebnissen kommt – einschließlich simultaner 5-Achs-Bearbeitung. So landete Erxleben recht schnell bei Visi, nicht zuletzt auch wegen des modularen Branchenkonzepts und den durchdachten CAD- und CAM-Funktionen, die sich speziell an den Belangen des Werkzeugbaus orientieren.
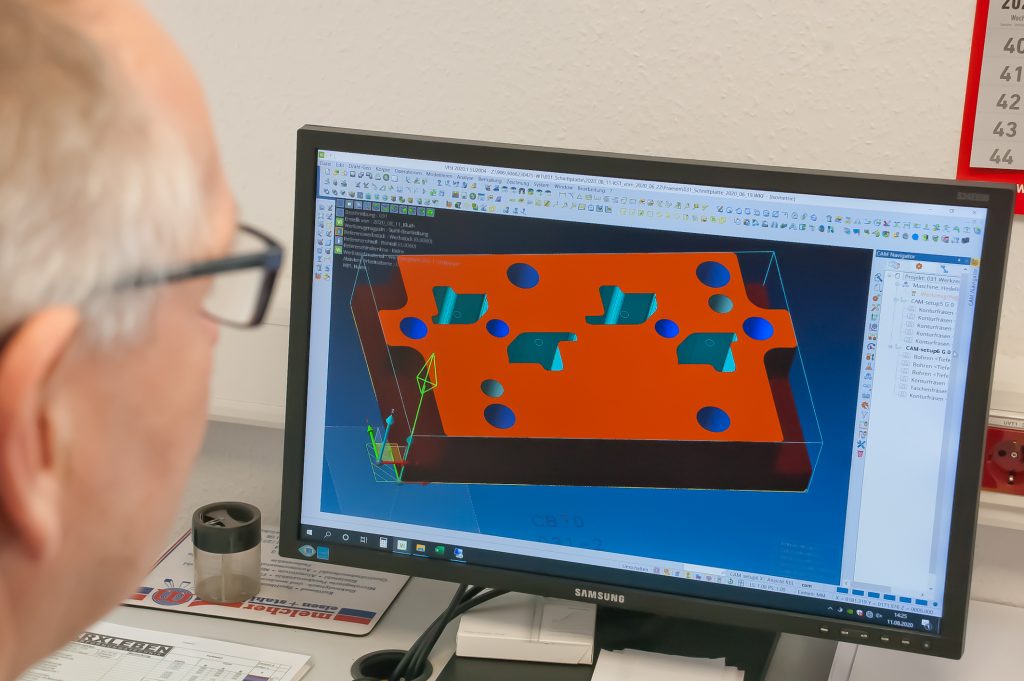
Für Visi sprach zudem, dass es viele Werkzeugbauer verwenden. Nicht nur hierzulande, sondern auch in Italien und der Türkei, woher man in Wildeshausen ebenfalls Werkzeuge bezieht. „Dies erleichtert uns die Zusammenarbeit erheblich. Mit Visi bilden wir heute alle wichtigen Stationen unserer CAD- und CAM-Prozesse ab, von der Angebotsphase, Methodenplanung und Konstruktion bis hin zu den NC-Programmen für die Fräs- und Drahterodiermaschinen“, betont Carsten Zejunc, der bei Erxleben den CAM-Bereich verantwortet. „Die 2,5D-Fräs-und Bohrprogramme erzeugen wir mit dem Modul Visi Compass per Featureerkennung sogar weitgehend automatisch. Das geht blitzschnell und spart uns viel Zeit.“
Hifreiche Umformsimulation
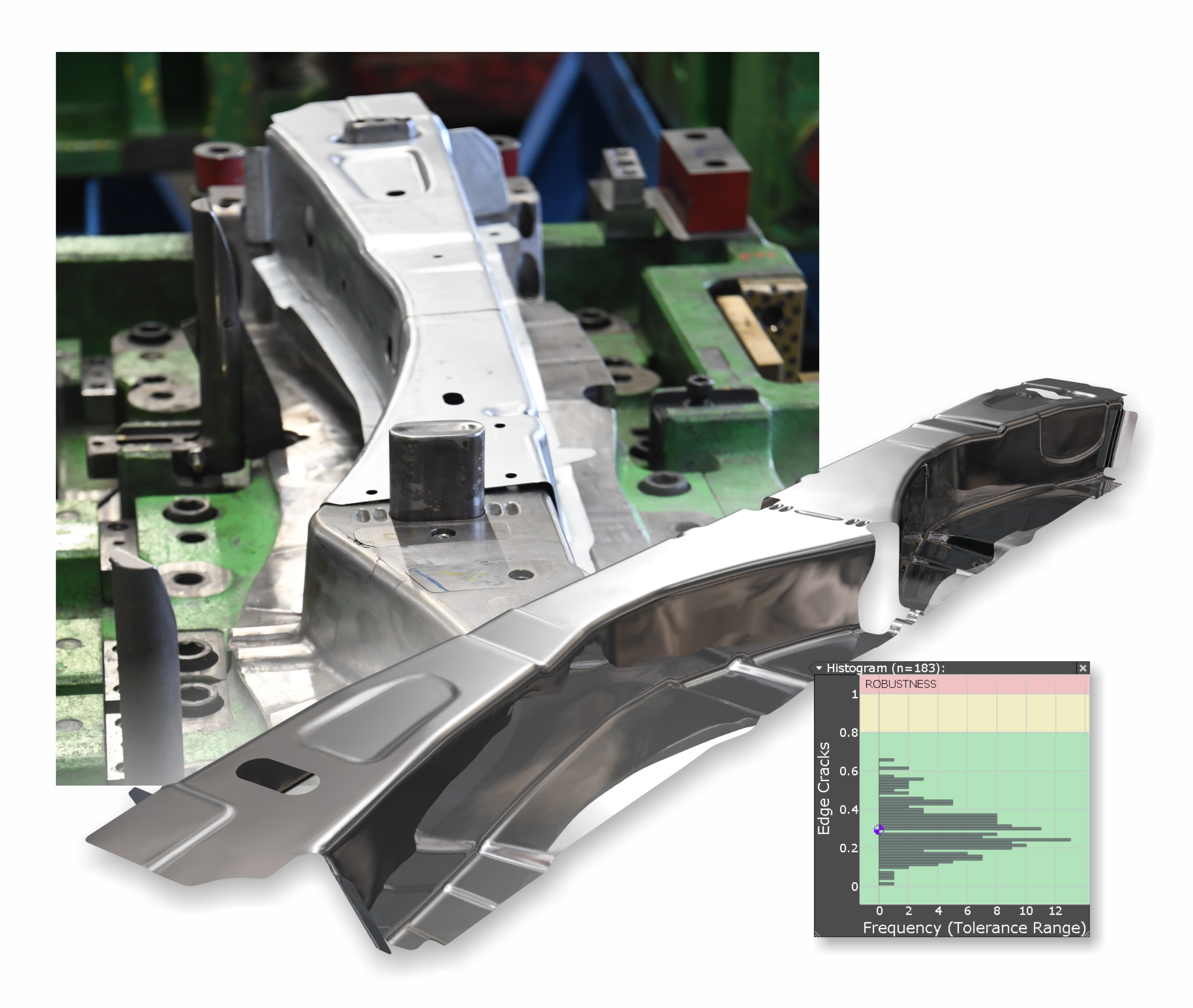
Noch relativ neu ist bei den Niedersachsen das Thema Umformsimulation – und sie zeigen sich bereits von den Möglichkeiten absolut beeindruckt. Gemeint ist die Flächen- und Volumensimulation von ein- oder mehrstufigen Metallumformprozessen mit dem Tool Stampack Xpress, das von der Stampack GmbH aus dem badischen Bietigheim entwickelt wurde. Wie sieht nun ein typischer Visi-Workflow aus?
Nach Umwandlung des angelieferten CAD-Modells in eine Step-Datei wird diese in Visi importiert, mit dem Modul Blank die Bauteilgeometrie ‚plattgedrückt‘ und so der Platinenzuschnitt ermittelt. Es folgt das Streifenlayout, aus dem sich die Anordnung und Anzahl der Umformstufen sowie die benötigte Presskraft ergeben. Ist das Teil in Ordnung, wird im Vorfeld schon einmal eine vereinfachte Methode entwickelt – in diesem Fall mit dem Visi-Modul Progress in wenigen Mausklicks. Auf Basis dieser Erkenntnisse werden die Werkzeuge kalkuliert, die Produktionskosten von Kollegen ermittelt und Angebote verschickt.
Gesicherte Abläufe
Ist der Auftrag an den Werkzeugbauer vergeben, schickt dieser zeitnah die Methode. Diese schauen sich die Experten in Erxleben dann ganz genau an und überprüfen mit Visi Progress sowie seit kurzem mithilfe von Stampack Xpress, ob sich das Teil auch wirklich herstellen lässt. Die Kombination aus Visi und Stampack Xpress hat sich in Wildeshausen absolut bewährt. Vor allem in Sachen Durchlaufzeit und Flexibilität machte Erxleben einen Riesenschritt. Darüber hinaus bietet Stampack Xpress nun die Möglichkeit, viele Sachen auszuprobieren, ohne damit auf die Presse gehen zu müssen.
Ausgezeichnete Empfehlung
Die Anregung, Stampack Xpress auszuprobieren, kam von Mecadat. Die Spezialisten hatten die neue Xpress-Version des Simulationstools kurz zuvor ins Vertriebsprogramm aufgenommen. Die Mecadat-Niederlassung in Paderborn hatte schon Visi implementiert und betreut Erxleben im Rahmen eines Wartungsvertrags, einschließlich Schulungen. Nachdem Erxleben Stampack Xpress mit einer Testlizenz ein paar Wochen ausprobierte, waren die Umformspezialisten so begeistert, dass sie sich für eine Lizensierung entschieden.