„Wir haben uns im Laufe unserer 40-jährigen Firmengeschichte vom kleinen Werkstattbetrieb zu einem zertifizierten Systemlieferanten entwickelt“, berichtet der geschäftsführende Gesellschafter Berthold Zinth. Mit rund 140 Mitarbeitenden beliefert Leuka heute europaweit Kunden aus der Luft- und Raumfahrt, Verteidigung und dem Halbleitermaschinenbau (www.leuka.de). Dabei sind die Anforderungen in diesen Branchen extrem hoch: „Unsere Kunden erwarten gleichbleibend höchste Qualität und maximale Verfügbarkeit – bei gleichzeitig stabilen und verlässlichen Konditionen.“
50 Prozent mehr Standzeit – ein Werkzeug setzt neue Maßstäbe
Zwar ist die Titanbearbeitung für Leuka längst zum Tagesgeschäft geworden, dennoch ergeben sich auch dort stetig neue Herausforderungen. Insbesondere, da sich das Auftragsvolumen in den vergangenen Jahren enorm erhöhte und sich somit die Bearbeitungsstunden vervielfacht haben.

„Um da effizienzseitig mithalten zu können, mussten wir unsere automatisierten Prozesse weiter stabilisieren und gleichzeitig die Werkzeugstandzeiten deutlich nach oben schrauben“, sagt Zinth.
Gezielt zur Lösung
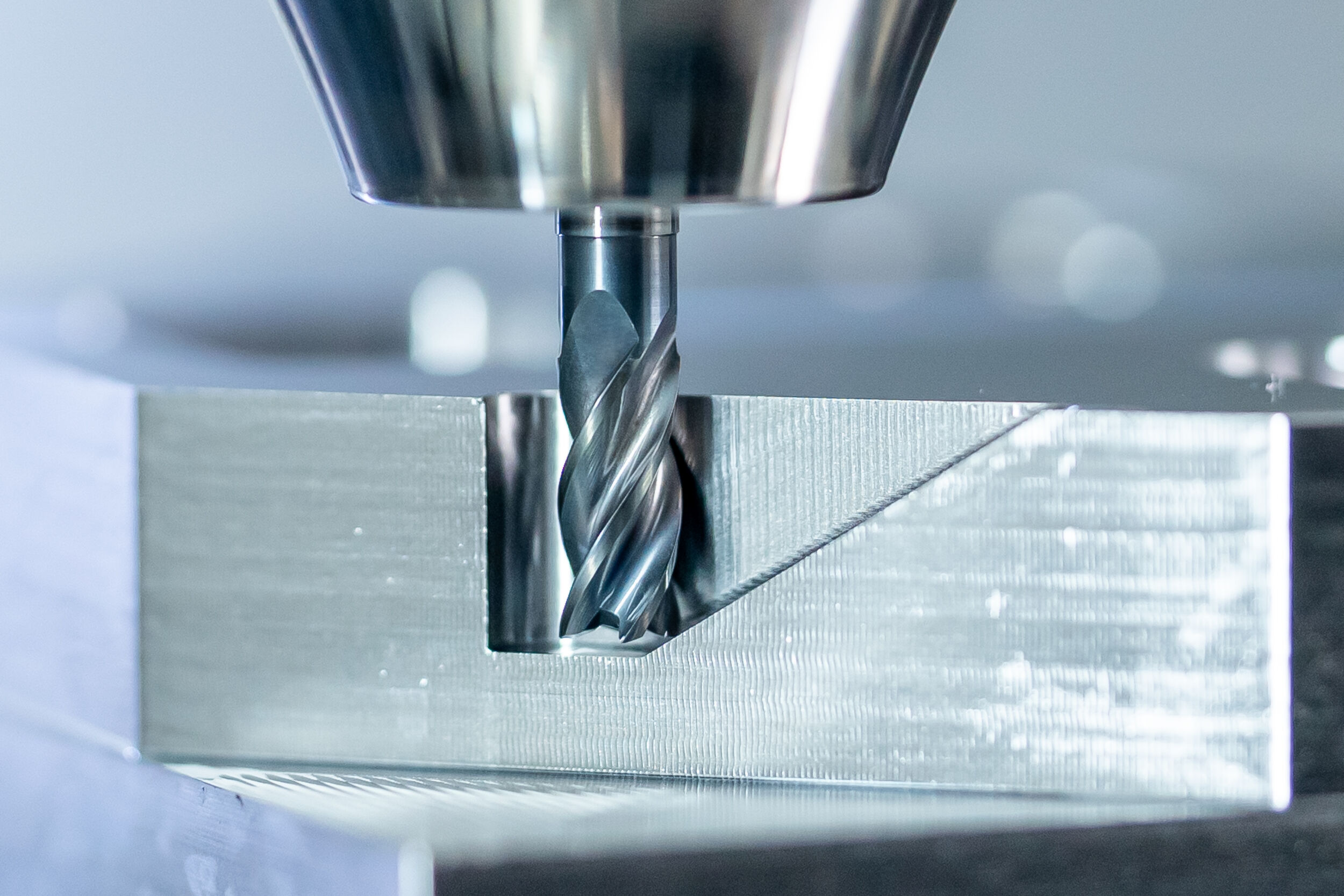
Also musste für die Herstellung sicherheitsrelevanter Bauteile im Flugzeug aus Titan eine Lösung her, die den hohen Anforderungen gewachsen war. Dabei brachte Leuka sein umfassendes Fertigungs-Knowhow gezielt in die Entwicklungsarbeit ein. In enger Zusammenarbeit zwischen Leuka, dem Produktmanagement und Vertrieb sowie der R&D (Research and Development / Forschung und Entwicklung) von Ceratizit entstand so ein neuer Vollhartmetall (VHM)-Fräser – speziell ausgelegt für die trochoidale Bearbeitung von Titan und anderen ISO-S-Materialien. Das Ergebnis: ein Hochleistungswerkzeug, das die gestellten Anforderungen nicht nur erfüllt, sondern sie deutlich übertrifft.
Um die Leistung bereits etablierter Werkzeuge zu erzielen und sogar zu übertreffen, bedarf es eines Höchstmaßes an Erfahrung, Werkstoff- und Werkzeugkompetenz. Hier konnte sich Leuka vollends auf das Knowhow und die nötigen Kunstgriffe von Ceratizit verlassen.
Bestens aufeinander abgestimmt
So wurde der Fräser mit einem variablen Drallwinkel ausgestattet, der höhere Schnittgeschwindigkeiten sowie verbesserte Oberflächengüten zulässt. Ungleichgeteilte Schneiden reduzieren Vibrationen und verlängern die Standzeiten. Für eine optimierte Spanabfuhr und geringere Wärmeentwicklung sorgen polierte Spanräume. Die speziell für diese Fräser entwickelte DPX22S-Dragonskin-Beschichtung wurde passgenau auf den Einsatz in Nickel-Basis-Legierungen konstruiert. Sie wird in Schichtdicken von 4 bis 6µm aufgetragen und bietet eine hohe thermische Stabilität sowie extreme Verschleißbeständigkeit aufgrund des speziellen Schichtaufbaus. Das Hartmetallsubstrat CTS24Z sorgt für maximale Zähigkeit – ideal zum Bearbeiten schwieriger Materialien.

Auch die Mikrogeometrie des Werkzeugs wurde bestens auf das zu bearbeitende Material abgestimmt. Eine spezielle, präzise ausgeführte Schneidkantenpräparation verringert die Schnittkräfte und stabilisiert die Schneidkanten; das führt zu einer signifikanten Erhöhung der Standzeit.
„Weiterhin haben wir das Werkzeug stirnseitig optimiert und die Fasen angepasst“, erläutert Baris Dogan, Technical Sales Engineer bei Ceratizit. „Schon bei der Konstruktion hatten wir die gute Nachschleifbarkeit auf dem Schirm – eine der Anforderungen, die Leuka an uns bzw. den Fräser stellte. Um eine gleichbleibende Qualität zu gewährleisten, wird der Nachschliff dann auch auf derselben Maschine durchgeführt wie der Neufräser.“
Hält zwei Stunden länger
Die Zahlen sprechen für sich: Statt der geforderten 240 Minuten Laufzeit erreicht der neue Fräser 360 Minuten, bei absoluter Prozesssicherheit. Das bedeutet eine Standzeiterhöhung von 50 Prozent gegenüber dem bisherigen Benchmark. „Gerade bei hohem Zerspanvolumen, welches in der Luftfahrt oft vorkommt, ist das ein enormer Fortschritt“, betont Michael Mangold, Fertigungsleiter bei Leuka.
MonsterMill ISO-S: Perfekt für die Luftfahrtbranche
Der MonsterMill ISO-S ist als 4-Schneider in zwei Längenvarianten im Durchmesserbereich von 3 bis 20mm verfügbar. Diese Werkzeuge werden in den Schaftformen HA und HB angeboten. Alle Fräser sind mit einem Eckenradius von RE 0,2–5,0mm ausgeführt. Der 5-Schneider ist ebenfalls in den Schaftformen HA und HB erhältlich, im Durchmesserbereich 3–16mm und mit unterschiedlichen Eckenradien. In den Durchmessern 6 bis 16mm und in der Schaftform HA wird der neue 6-Schneider angeboten. Die Werkzeuge sind mit einem Eckenradius von 0,2–2mm ausgeführt. Damit werden die gängigsten Maße für die Luft- und Raumfahrtindustrie bereitgestellt und selbst Sondermaße lassen sich auf Anfrage realisieren. Des Weiteren sind bei Ceratizit schon einige interessante praxisrelevante Erweiterungen der Serie in der Planung, die den ISO-S-Spezialisten noch universeller einsetzbar machen werden.
Weitere Information inklusive Produkt-VIDEO sind HIER erhältlich.
Auch die trochoidale Bearbeitungsstrategie spielte eine entscheidende Rolle. Sie reduziert Vibrationen, verlängert die Werkzeugstandzeit und sorgt für eine gleichbleibend hohe Qualität. Bei Bauteilen, bei denen 100-prozentige Reproduzierbarkeit gefordert ist, ein absolutes Muss.
Mit starken Partnern komplexe Aufgaben lösen
Der Erfolg ist kein Zufall, sondern das Ergebnis enger Zusammenarbeit. Kunden kommen oft dann auf Leuka zu, wenn sie neue Herausforderungen für Themen haben, die sie auf dem Markt nicht so schnell gelöst bekommen. Da heißt es, immer flexibel und schnell zu reagieren.

„Auch wir brauchen verlässliche Partner, die diese Eigenschaft mitbringen. In solchen Fällen rufen wir oft den technischen Vertrieb von Ceratizit. Der ist dann in kürzester Zeit bei uns und unterstützt uns dabei, die richtige Lösung zu finden, um das Teil schnell in Serie zu bekommen“, weiß Berthold Zinth zu schätzen.

„Die Steigerung der Gesamtanlageneffektivität (OEE) ist ein entscheidender Faktor für den Erfolg des Unternehmens“, ergänzt Michael Mangold. „Stillstände wirken sich direkt auf unsere Produktivität aus – deshalb haben wir mit dem Tool-O-Mat von Ceratizit ein System integriert, das eine kontinuierliche Werkzeugverfügbarkeit sicherstellt. Durch automatische Nachbefüllung und Mindestbestandsüberwachung vermeiden wir Engpässe und sichern stabile Prozesse.“