Der Automobilhersteller Tatra aus Kopřivnice in Tschechien startete 1850 mit der Produktion von Kutschen und stellt seit Ende des 19. Jahrhunderts Automobile her. Heute sind es vor allem die Trucks, die durch ihre Geländegängigkeit, hohe Zuverlässigkeit und hervorragenden Nutzeigenschaften überzeugen. Bei der Motorausstattung stehen Modelle bewährter Hersteller sowie die Tatra-eigenen V8- und V12-Motoren zur Verfügung. Letztere werden bereits seit 1980 auf einer Transferlinie gefertigt.
Automatisierte Fertigungszelle mit Bearbeitungszentren löst Transferlinie ab
„Trotz ihres Alters ist der technische Zustand dieser Anlage immer noch gut“, betont Technologie- und Prozessmanager Martin Kappler, „aber die Energiekosten sind extrem hoch, ebenfalls der Verbrauch an Kühlschmierstoffen. Daher haben wir uns entschlossen, die Motorgehäuseproduktion auf eine Zelle mit automatisierten Bearbeitungszentren (BAZ) umzustellen.“ Des Weiteren argumentiert er, dass der Wechsel von V8 auf V12 auf der Transferlinie lange dauert: „Angesichts der heute erforderlichen Flexibilität punktet die neue Fertigungszelle auch in dieser Hinsicht. Mit unserer universellen Vorrichtung sind wir schnell im Umrüsten und können jedes Motorgehäuse individuell fertigen.“ In der Folge entschlossen sich die Produktionsverantwortlichen im Jahr 2024, bei Starrag eine Heckert HEC 800 als Basis für die geplante Fertigungszelle zu ordern – ergänzt durch eine Automatisierungslösung in Form eines Fastems FPC3000-Systems.
Heckert-Maschinen seit 25 Jahren wertgeschätzt
2017 ersetzte Tatra ein in die Jahre gekommenes BAZ. Seine ursprünglichen Aufgaben waren das Fräsen von Grundflächen und die Bearbeitung von Indexlöchern. Einkäufer Libor Kalíšek erinnert sich: „Nachdem wir damals mehrere Anbieter verglichen hatten, entschieden wir uns für eine Heckert HEC 800, da sie uns am geeignetsten erschien und ein erweitertes Bearbeitungsspektrum bot.“

Seitdem führt Tatra mit der Werkzeugmaschine die Vorbearbeitung von 8- und 12-Zylinder-Motorgehäusen durch. In einem Arbeitsgang wird das untere Gehäuseteil komplett bearbeitet, einschließlich der Indexbohrungen und aller Bohrungen zur Befestigung der Ölwanne. Technologe Dušan Kelnar ergänzt: „Außerdem schruppen wir auf der Heckert HEC 800 die Motorgehäuseflächen und setzen Bohrungen, die nicht in der Linie bearbeitet werden können. Bevor wir das vorbearbeitete Gehäuse in die Transferlinie schicken, findet noch eine komplette Überarbeitung des Motorgehäuses statt, einschließlich der verschiedenen Deckel, des Pumpensitzes und so weiter.“
Dušan Kelnar und seine Kollegen kennen den Maschinenhersteller Starrag und die Heckert-Zentren seit Langem: „Bereits vor 25 Jahren kauften wir die erste Heckert CWK 630 Maschine zur Bearbeitung von Getriebegehäusen.“ In den Folgejahren investierte Tatra regelmäßig in weitere Maschinen: in zwei CWK 630 zur Bearbeitung von Achsgehäusen, drei CWK 500 für Schwingen und Raduntersetzungsgehäuse sowie zwei CWK 500 für Bauteile der Baureihe Tatra Tactic. Bis 2017 ersetzten zudem drei HEC 630- und zwei HEC 500-BAZ andere alte Maschinen.
Fertigungszelle stetig erweitert
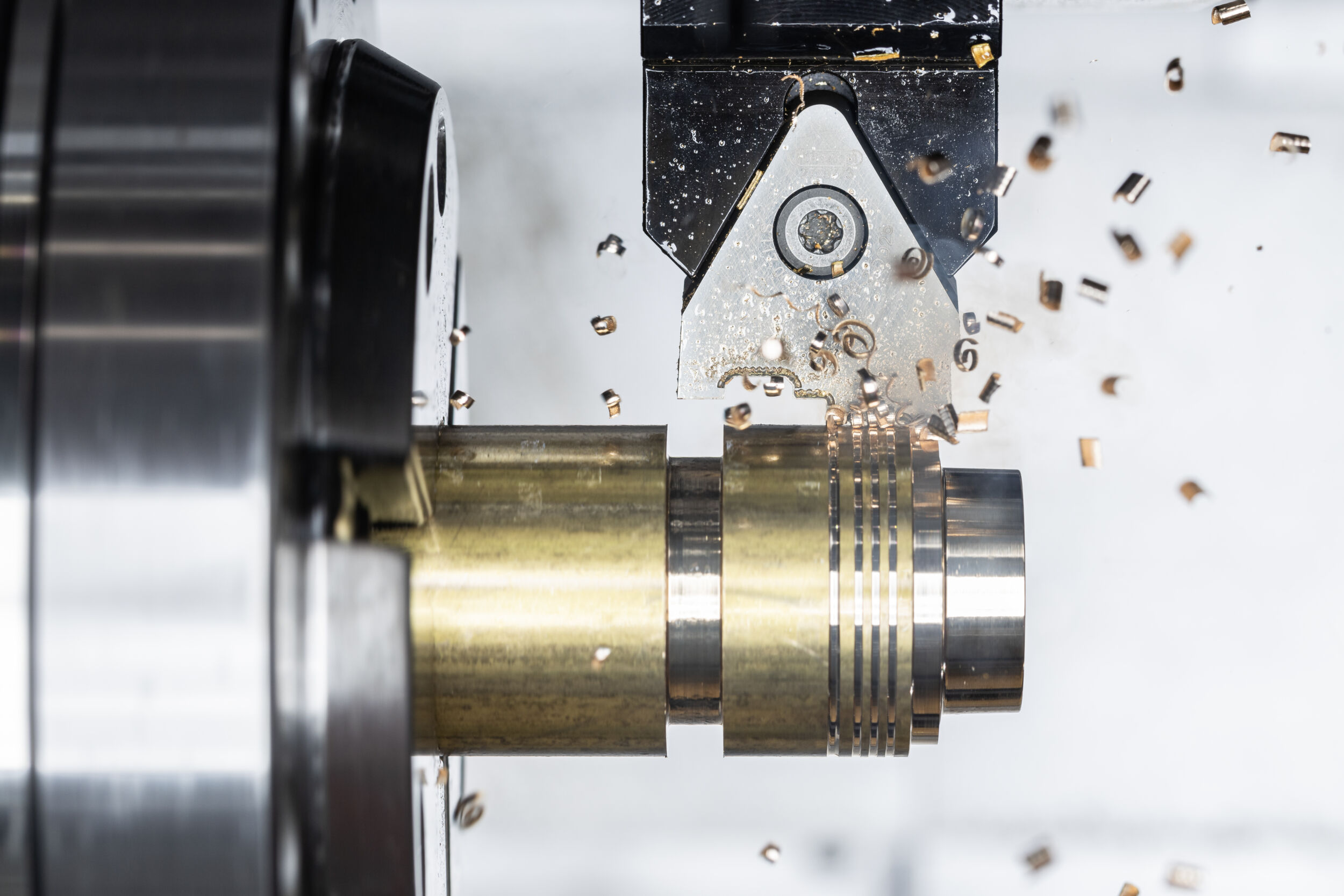
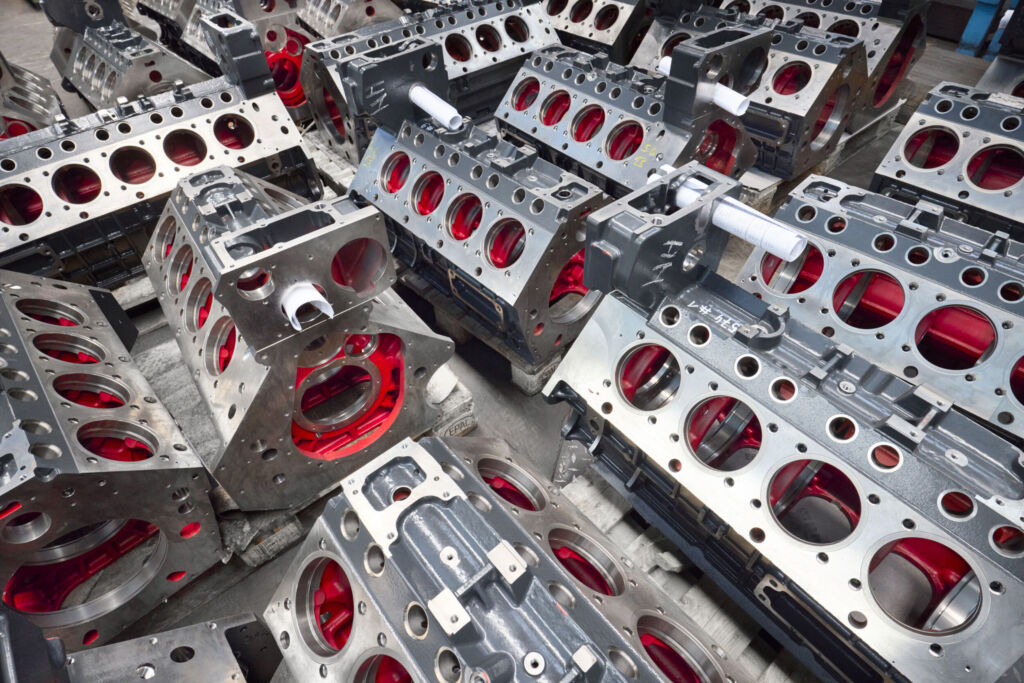
Die 2025 gelieferte Heckert HEC 800 ist die Basis der inzwischen in Betrieb genommenen Fertigungszelle. „Die Zelle übernimmt die Komplettbearbeitung unserer 8- und 12-Zylinder-Motorgehäuse und löst zunehmend die Transferlinie ab“, erläutert Kappler. Die rund 400kg schweren Rohlinge sind Gussteile aus Cu-legiertem GG20-Gusseisen mit Abmessungen von etwa 1.200x600x 700mm. Die Komplettbearbeitung erfolgt in vier Aufspannungen.

In einem zweiten Schritt wird die Fertigungszelle um eine identische Heckert HEC 800 erweitert. In einer dritten Ausbaustufe integriert Starrag die bereits installierte Heckert HEC 800, die zurzeit noch die externe Vorbearbeitung der Rohlinge übernimmt. Die Automatisierung der Fertigungszelle erfolgt mit einem flexiblen Palettenspeichersystem.
Deutlich gesteigerte Flächenproduktivität
„Unsere Transferlinie hatte zuletzt eine Kapazität von etwa 1.600 Stück pro Jahr, die wir momentan nur zur Hälfte auslasten“, berichtet Kappler. „Diese Stückzahl wird auch unsere Fertigungszelle in der Endausbaustufe im Zweischichtbetrieb erreichen, was für uns wichtig ist, denn wir rechnen mit stark wachsender Nachfrage. Einen weiter erhöhten Bedarf können wir gegebenenfalls mit einer dritten Schicht abdecken. Dank der Automatisierung kann unsere neue Fertigungszelle von einem einzigen Mitarbeiter bedient werden. Gegenüber der bisherigen Transferlinie sind die Betriebskosten um ein Vielfaches niedriger und der Platzbedarf der Fertigungszelle liegt mit 570 Quadratmetern bei nur gut einem Viertel.“