Wohl die meisten Autofahrer können sich an einem rundum geputzten Fahrzeug aufrichtig erfreuen. Leider hält der schöne Schein vor allem an den Felgen nur kurz an, weil sich hier schnell wieder Bremsstaub ablagert. Der Belag ist nicht nur optisch lästig, sondern auch gesundheitsgefährdend.

Um dieses Risikopotenzial zu reduzieren, sollen die Feinstaub-Emissionen der Bremsen verringert werden. Die Schadstoffnorm Euro 7 reglementiert alle Fahrzeug-Emissionen – sowohl abgasbezogene Partikel als auch Abrieb aus Reifen und Bremsen – und soll ab Ende 2027 für alle neu zugelassenen Pkw gelten.
Großhubgreifer PLG an integriertem Handlingsystem
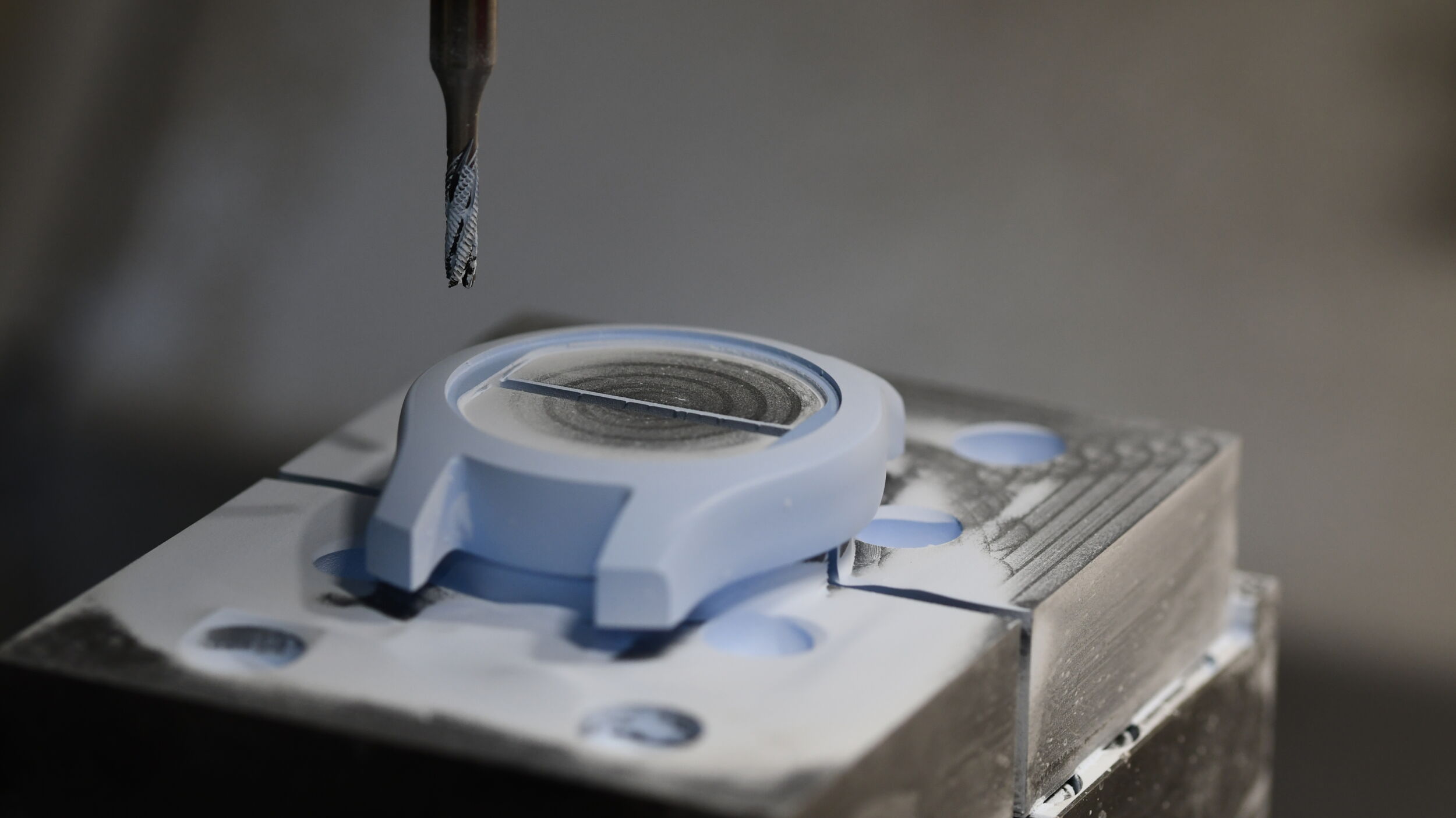
„Damit unsere Kunden die Vorgaben der Bremsscheibe der Zukunft erfüllen können, haben wir die ELC 450 LMD vorgestellt. Mit ihr wird per Laser Metal Deposition (LMD) eine zweilagige Beschichtung auf die Bremsscheibe aufgebracht, die sie praktisch verschleiß- und korrosionsfrei macht und die Feinstaub-Emission deutlich verringert“, bekräftigt Martin Fritz, Teamleiter Entwicklung bei Emag LaserTec in Heubach.

„Hier hat uns Schunk wesentlich dabei unterstützt, die automatisierte Bauteilzuführung zur Laserzelle prozesssicher, kompakt und mit vorgegebener Taktrate zu realisieren. Im Einsatz ist der pneumatische Großhubgreifer PLG im Zusammenspiel mit den Universal-Schwenkfingern GFS – für uns eine überzeugende Handhabungslösung in der neuen Maschine.“ Die Emag-Konstrukteure installierten den Großhubgreifer an einem Linienportal in der ELC. „Das vorhandene Linearhandling aus dem Hause Emag und der Schunk-Greifer PLG zusammen mit den Schwenkfingern GFS ergeben eine ideale Kinematik für die Bremsscheibenzu- und abführung“, erläutert Martin Fritz.
Bremsscheiben der Beschichtungszelle zuführen
Die kompakte Be- und Entladelösung im Arbeitsraum der ELC 450 LMD Duo erweist sich als robust beim Bedienen von zwei Laserzellen. Der PLG beginnt seine Arbeit an der Rollenbahn mit dem Aufnehmen der rund 30kg schweren, bereits vorzentrierten Bremsscheibe aus Grauguss. Sie wird in vorgelagerten Prozessen gereinigt, gewogen und auf rund 300°C vorgewärmt. Ihre Zuführung zur Rollenbahn kann – je nach Fertigungsstruktur beim Kunden – manuell, halb- oder vollautomatisiert erfolgen. Nun führt der PLG die horizontal liegende Scheibe zur Aufnahmespindel der ersten Laserzelle. Hier erfolgt der Auftrag der ersten Schicht, einer Korrosionsschicht aus Edelstahl.
Schunk hat uns wesentlich dabei unterstützt, die automatisierte Bauteilzuführung zu realisieren
Nachdem die hermetisch abgeschlossene Lasereinheit die Scheibe freigegeben hat, hebt der PLG sie aus der Spindel und wendet sie mittels der GFS-Schwenkfinger, um sie erneut auf den Dorn zu setzen. Jetzt erhält auch die zweite Seite der Scheibe ihre Korrosionsschicht. Sobald die erste Laserstation die Scheibe endgültig freigibt, verfährt das Handlingsystem zur nächsten Station über den Absaugtrichter, der Metallstaubreste aufnimmt. Auch über dem Trichter wird die Scheibe gewendet, um sie beidseits abzusaugen. Schließlich führt der PLG die Scheibe horizontal auch der zweiten Laserstation zu, in der das Einschweißen der Hartschicht aus Karbid erfolgt, wiederum jeweils auf der Ober- und Unterseite.
Der Anwender: Schunk-Komponenten in modernen Maschinenkonzepten
Emag LaserTec in Heubach entwickelt moderne Laserschweiß- und Fügetechnologien, etwa für Getriebebauteile und den Antriebsstrang. Zudem fertigt das Unternehmen präzise Anlagen für den Bau von Nocken- und Getriebewellen: Wellen, die aus unterschiedlichen Materialien und Bauteilen gefügt werden, sind widerstandsfähiger und leichter als geschmiedete Bauteile. Des Weiteren ist die Prozessentwicklung ein integraler Bestandteil des Portfolios. Die Fertigungssysteme decken die gesamte Prozesskette von der Weich- bis zur Hartbearbeitung in den Bereichen Getriebe-, Motoren- und Fahrwerkskomponentenfertigung sowie im Non-Automotive-Sektor ab und greifen auf ein breites Technologiespektrum zurück – vom Drehen, Bohren, Fräsen, Verzahnen und Schleifen über das Laserschweißen, ECM-Entgraten, PECM-Bearbeiten bis hin zur kompletten Automatisierung. www.emag.com
In den beiden Zellen der ELC 450 LMD Duo wird der Beschichtungswerkstoff als Pulver zugeführt und per Laser mit der Bauteiloberfläche verschmolzen. Nach insgesamt vier Beschichtungsvorgängen – zwei Scheibenseiten und zwei Zellen – ist die Bremsscheibe fertig zum Entladen. Da Emag die Laserauftragsprozesse mit Inline-Qualitätssicherungsmaßnahmen versehen hat, beispielsweise einem Schichtdickensensor, der die Schichtdicke prüft, ist die prozessintegrierte Abspaltung von NIO-Teilen gewährleistet. So bringt der PLG die fertig beschichteten Bremsscheiben zum Ausgang des ELC-Arbeitsraumes auf die entsprechenden Rollenbahnen zur Teile-Abführung; anschließend erfolgen nachgelagerte Prozesse, etwa das Schleifen und Reinigen.
Vorgaben dank Online-Konfiguration rasch erfüllt
„Unsere Vorgaben für den Greifer in diesem neuen Maschinenkonzept waren ganz klar definiert“, resümiert Martin Fritz: ein großer Hub für ein scheibenförmiges Bauteil mit einem Durchmesser von 250 bis 500mm, Kraft für ein rund 30 bis 50kg schweres Werkstück, eine Greifhöhe von etwa 10 bis 45mm sowie Robustheit für eine Umgebung mit Metallreststäuben. „Weitere Randbedingungen hat der enge Arbeitsraum der ELC gesetzt“, so der Konstruktionsleiter.
Großhubgreifer PLG: Maßgeschneidert mit wenigen Klicks
Mit individuell konfigurierbaren Standardprodukten reduziert der Automatisierungsspezialist Schunk die Komplexität in der Anlagenplanung. So erhalten Kunden anwendungsspezifische Lösungen, die schnell verfügbar sind. Zu den konfigurierbaren Produktreihen gehört auch der pneumatische Standardgreifer PLG für das Handling großer schwerer Teile. Anwender können den Zwei-Finger-Parallelgreifer innerhalb weniger Minuten über das lizenzfreie browserbasierte Tool auf der Schunk-Webseite konfigurieren. Der kraftvolle Greifer ist in fünf Baugrößen verfügbar und bietet dank vieler konfigurierbarer Zusatzfeatures vielfältige Einsatzmöglichkeiten in verschiedenen Branchen. Der Backenhub ist millimetergenau von 100 bis 400mm konfigurierbar. Mit nur einem Satz Greiferfinger ist eine große Werkstückvarianz abdeckbar.
„Die Lösung muss kompakt sein. Wir wollen, dass das Bauteil in horizontaler Lage zu- und abgeführt wird und der offene Greiferhub sich stets in Prozessrichtung bewegt. Auch die Rüstfreiheit über ein definiertes Werkstückspektrum ist eine Vorgabe, weil wir mit nur einem Backensatz alle Scheibengrößen greifen wollen. Außerdem brauchen wir Sicherheit: Die analoge Abfrage des Backenhubs liefert uns die direkte Kontrolle, ob das richtige Werkstück gegriffen wird. Und nicht zuletzt soll das Schwenken schnell vonstattengehen.“
Die Maßgabe heißt Zukunftsfähigkeit
Ein anspruchsvolles Maschinenkonzept für eine zukunftsfähige Bremsscheibenfertigung erfordert ebenso anspruchsvolle Komponenten. Schnell war klar, dass der neu vorgestellte Großhubgreifer von Schunk hierfür die richtige Lösung ist.

„Die Konfiguration des Greifers zusammen mit Jürgen Kolbus hier am Schreibtisch war eine große Arbeitserleichterung und deutliche Zeitersparnis“, bestätigt Martin Fritz. „Es dauerte nur Minuten, da hatten wir unser CAD vorliegen. Nach noch nicht mal einer Stunde konnten wir in der Konstruktion direkt sehen, ob alles passt.“ Sonderlösungen in der industriellen Fertigung sind oft mit hohen Kosten und langen Lieferzeiten verbunden. Die schnell konfigurierbaren Produktreihen bei Schunk sind die Antwort auf dieses Problem: So erhält der Kunde auch bei kleinen Stückzahlen und hohen Ansprüchen eine individuelle, bezahlbare und schnelle Lösung. Die GFS-Schwenkfinger mit einer Schwenkzeit von nur 0,8 Sekunden gaben bei Emag den letztendlichen Ausschlag für die Entscheidung.