Das kontinuierliche Wälzschleifen hat sich als das produktivste Verfahren der Hartfeinbearbeitung von hochgenauen Zahnrädern durchgesetzt. Der Wälzschleifprozess basiert auf einer abrichtbaren, keramisch gebundenen Schleifschnecke. Vereinfacht in der Grafik dargestellt, kann die Kinematik des Prozesses als Schraubwälzgetriebe verstanden werden. Es ist mit zusätzlichen Achsbewegungen versehen, etwa der X-Zustellung, welche die Zustelltiefe der Schleifschnecke im Schleifprozess regelt, und einer vertikalen Vorschubbewegung in Richtung Z. Hinzu kommt eine seitliche Bewegung in Richtung Y (Shiften). Es gewährleistet, dass niemals auf der gleichen Stelle der Schleifschnecke geschliffen wird und nur frische, schnittige Schleifkörner den Materialabtrag sowie die Profilhaltigkeit bestimmen.

Hightech-Wälzschleifmaschine und Spannmittel
Beispielhaft für alle Maschinen des Reishauer-Leistungssystems ist hier die RZ 160 KWS 4.0 zu sehen. Das Designprinzip beruht auf der kompromisslosen Eliminierung unproduktiver Nebenzeiten durch die Zweispindel-Technologie, der konsequenten Parallelisierung der Achsbewegungen, den kurzen Reaktionszeiten der Spindeln und der hohen Schnittgeschwindigkeit. Infolge der Zweispindel-Technologie kommen zwei identische Spannmittel zur Anwendung, die deckungsgleiche Spanngenauigkeiten liefern müssen. Diese Genauigkeitsforderungen einzuhalten war der Hauptgrund, warum Reishauer sich für die Produktion der eigenen Spannmittel entschied.
Die Wälzschleifmaschinen finden für verschiedenste Aufgaben ihren Einsatz: von der Handbeladung einzelner Werkstücke bis hin zu Großserien mit automatischer Beladung im 24-Stundenbetrieb. Spannmittel werden entsprechend den Anwendungen ausgelegt. Die erste Hauptunterscheidung ist zwischen hydraulischen und mechanischen Spannmitteln zu treffen. Hydraulische Spannmittel sind ideal geeignet für Großserien von Ritzel-Werkstücken in der Automobilindustrie. Sie verfügen über einen engeren Dehnungsbereich und bedürfen deshalb präziser Vorbearbeitung der Werkstückbohrung. Wanddicke, Dehnrate und Kolbendurchmesser beeinflussen entscheidend den Spannablauf. Diese Faktoren werden analysiert und entsprechend den Werkstücken und Kundenbedürfnissen ausgelegt.

Der gezielte Einsatz von Hydro-Dehnspann-Wechselsystemen verringert den Rüstaufwand und steigert die Produktivität. Dies bedeutet einen hohen wirtschaftlichen Nutzen der Wälzschleifmaschine in der Groß- wie auch der Kleinserienfertigung. Diese Spannmittel kommen vorteilhaft mit Portalladern zum Einsatz, die eine hohe Positioniergenauigkeit einhalten und damit eine lange Lebensdauer der Spannmittel sicherstellen.
Bei ringförmigen Zahnrädern (Ringgears) eignen sich vorzugsweise mechanische Spannmittel. Sie verfügen über einen größeren Dehnungsbereich und erlauben auch aufgrund des erhöhten Einführspiels eine Roboterbeladung. Mechanische Spannmittel erlauben das Spannen kurzer Bohrungen im Durchmesserbereich von 75 bis 180mm und bieten eine ausgezeichnete Dehnrate.
Auf dem Markt existiert eine große Vielfalt an Spannlösungen. Ein einteiliges Modell weist die höchste Stabilität auf und ist direkt mit der Werkstückspindel verbunden. Es kommt bei hohen Stückzahlen zum Zug, da in diesem Fall die Rüstzeit vernachlässigbar ist. Modulare Systeme sind ist für mittlere Losgrößen ausgelegt und bieten mehr Flexibilität bei gutbleibender Stabilität. Ein Schnellwechselsystem bietet die höchste Flexibilität. Dieses Spannmittel wird selbstzentrierend auf eine Basiseinheit montiert. Bei kleinen Stückzahlen sind kurze Rüstzeiten ausschlaggebend, was von dem Schnellwechselsystem erfüllt wird.
Mit Argus-Augen den Prozess beobachten
Spannmittel sind eine wichtige Einheit im Gesamtkonzept der Hartfeinbearbeitung von Zahnrädern. ‚Argus‘ überwacht im Prozess auch die Spannmittel: Das Prozessüberwachungssystem erfasst unter anderem die Schleifintensität, die ihrerseits einen Einblick in die Rundlaufgenauigkeit der Spannmittel oder der Rundlaufabweichung der Vorbearbeitung gibt. Beispielsweise lässt sich anschaulich die Rundlaufabweichung der beiden Werkstückspindeln darstellen. Argus bietet signifikante Vorteile. Nebst der einfachen Interpretierbarkeit resultiert die Eigenschaft, dass Analysen des komplexen Verfahrens nun nicht mehr ausschließlich von teuren und hochausgebildeten Experten durchgeführt werden können, sondern auch die Möglichkeit der Visualisierung großer Fertigungslose. Oder es werden Werkstücke automatisch ausgeschleust, die aufgrund schlechter Vorbearbeitung außerhalb der festgelegten Rundlauftoleranz liegen.
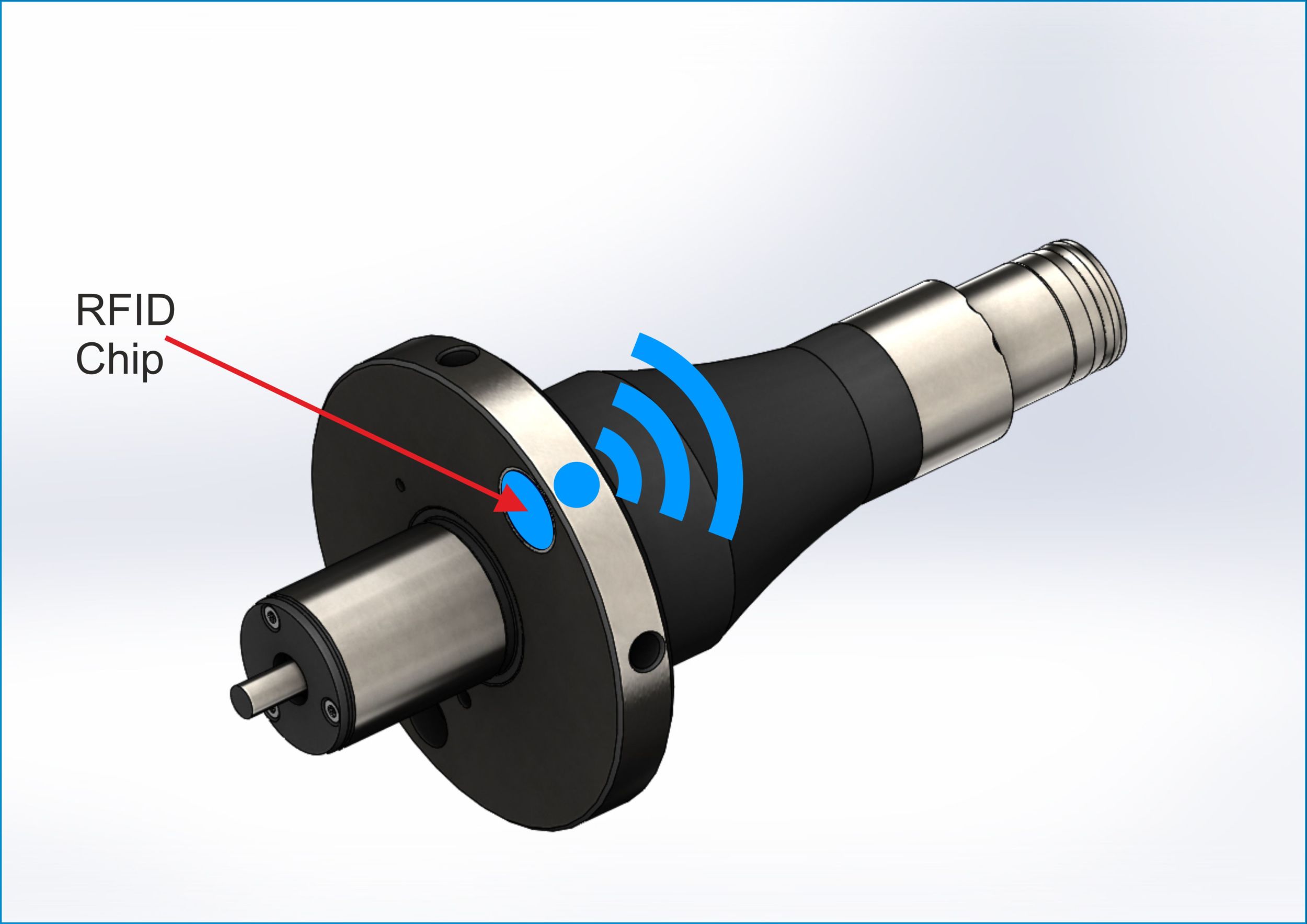
Spannmittel mit RFID-Tags
Wie die Abrichtwerkzeuge können Spannmittel auch mit RFID-Tags versehen werden und die Verbindung ‚Maschine – Spannmittel – Schleifscheibe – Abrichtwerkzeug‘ gestattet einen Schleifprozess, der optimal auf die Qualitätsanforderungen abgestimmt und ausgerichtet ist. Mit der RFID-Option des Spannmittels lassen sich mittels Argus beispielsweise die Anzahl der Spannungen, Spanndrucküberwachung mit Mindest- und Maximaldruck und Wartungshinweise verwalten.