In der größten seiner drei Fertigungshallen bearbeitet das Unternehmen Schabmüller die Zylinderkopfhaube für alle V6-Benziner-Modelle eines süddeutschen Automobilherstellers weltweit. Etwa 2.600 dieser Bauteile werden jeden Tag nach der Anlieferung geprüft, zerspant, gemessen und für die Auslieferung vorbereitet. „Das ist mit einigem Abstand unser größtes Fertigungsprojekt und auch ein sehr herausforderndes“, so Helmut Häckl, Geschäftsführer von Schabmüller Automobiltechnik.
Und auch wenn die Kosteneffizienz ein großer Wettbewerbsfaktor ist – zulasten der Qualität darf dieser nicht gehen. Um diese Herausforderung zu bewältigen, setzt Schabmüller auf zwei Zeiss GageMax Koordinatenmessgeräte (KMG). Diese prüfen die Qualität der produzierten Teile direkt in der automatisierten Fertigungslinie. Eine Investition, die sich lohnt: „Seit wir mit Zeiss GageMax inline die Qualität sichern, haben wir keine einzige Reklamation gehabt“, berichtet Helmut Häckl stolz.

Messtechnik integriert
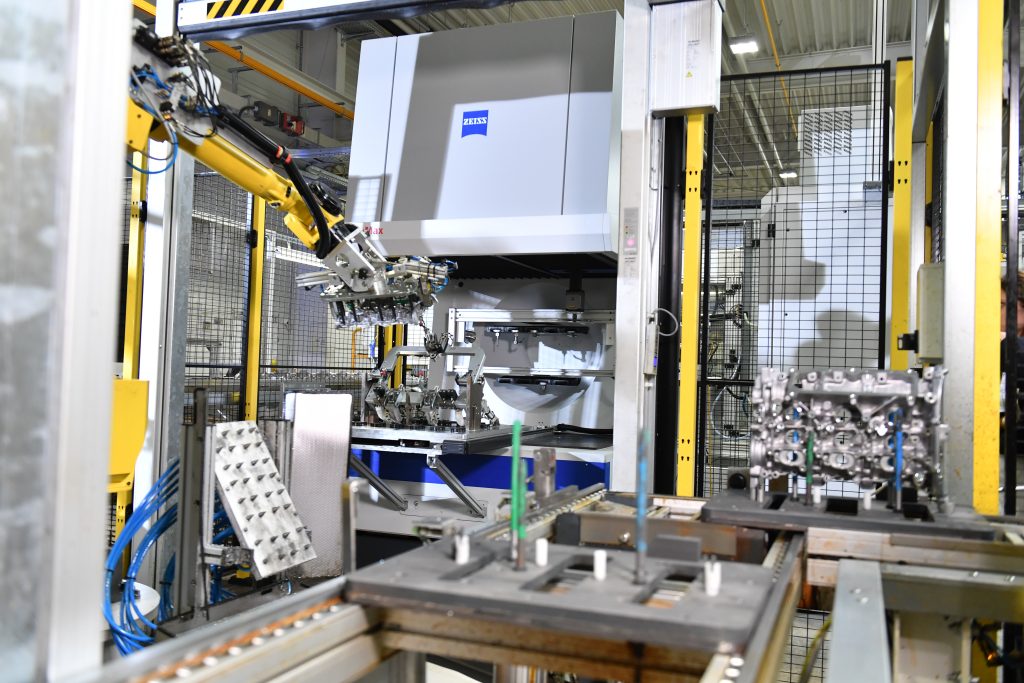
Pro Tag 2.600 Zylinderkopfhauben: Diese Menge an Bauteilen kann Schabmüller nur dank einer hochautomatisierten Fertigungslinie effizient bearbeiten. Die angelieferten Rohlinge legt das Personal noch von Hand in die erste Station ein, dann geht es weitgehend automatisch weiter. Roboterarme greifen die Rohlinge vom Fließband auf und legen diese in die Zerspanungsmaschinen ein.
>>Pro Tag 2.600 Zylinderkopfhauben<<
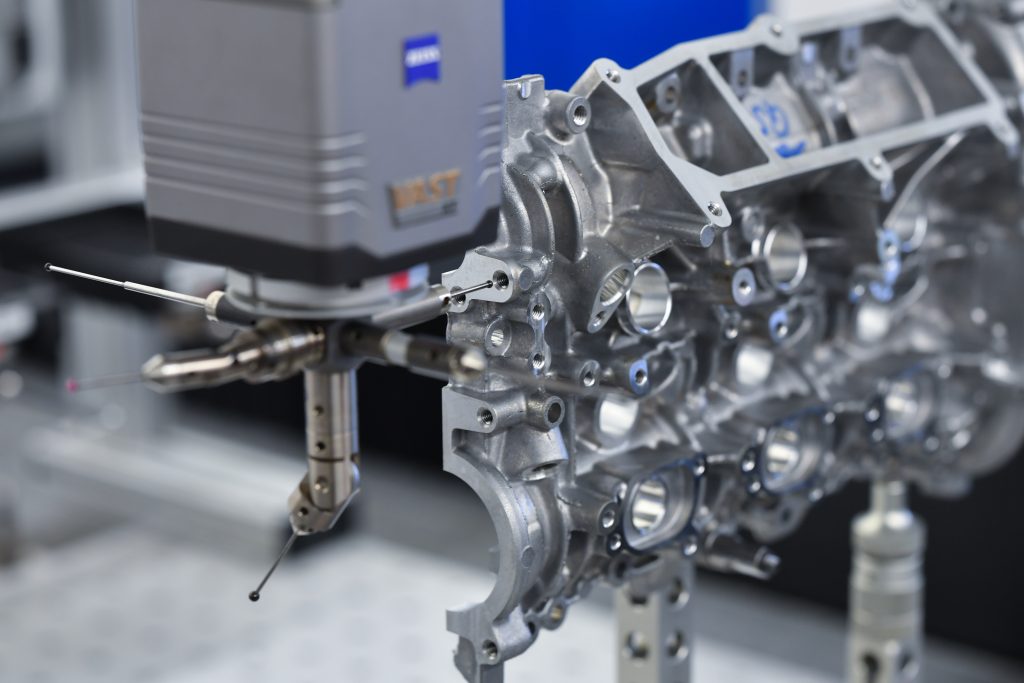
Um sicher zu sein, dass die Qualitätsvorgaben eingehalten werden, ist in der Mitte der Fertigungslinie eine Station mit zwei Zeiss GageMax integriert. Auch diese Station ist komplett automatisiert: Ein Roboterarm greift die ankommende Zylinderkopfhaube, hält diese an ein Gebläse, um verbleibende Metallspäne zu entfernen, und spannt sie dann auf den Beladetisch auf. Die Taster der Zeiss GageMax fahren dann nach einem definierten Programm die 35 besonders kritischen Merkmale des Bauteils ab.
Gemeinsam mit Zeiss hat Schabmüller ein Kodierungssystem entwickelt, mit dem jedes Werkstück identifiziert und einem Bearbeitungsplatz zugewiesen werden kann. Basierend auf dieser Kodierung wählt der Roboter an der Messstation Werkstücke zur Prüfung aus oder leitet diese weiter an die nächste Bearbeitungsstation. Fehler lassen sich mit diesem System immer direkt auf die betroffene Fertigungsmaschine und die Bearbeitungsplätze zurückführen.
Innerhalb von 16 Stunden geprüft
Für Anlagenfahrer Frederic Kern bedeutet dies eine große Erleichterung: „Mir ist wichtig, dass ich mich darauf verlassen kann, dass ‚meine‘ Anlage sauber läuft und gute Qualität produziert. Und mit dieser Lösung habe ich sofort Gewissheit.“ Jeder der 96 Bearbeitungsplätze in der Anlage ist eine mögliche Fehlerquelle. Ein Werkzeugwechsel – und schon kann es zu Abweichungen kommen, die außerhalb der eng gesteckten Toleranzen liegen. „Wenn das so ist, muss ich das sofort mitbekommen“, so Frederic Kern, „sonst produzieren wir eine Menge Ausschuss; das wird teuer.“
Mit den Zeiss GageMax kann Schabmüller innerhalb von 16 Stunden die Produkte aller Bearbeitungsplätze prüfen und im Bedarfsfall umgehend gegensteuern. Dass die KMGs direkt in der Fertigung stehen und eine hohe Messgeschwindigkeit erzielen, macht dies erst möglich. „Das sind natürlich harte Bedingungen in der Fertigung: Staub, Schmutz, Vibrationen, Kälte im Winter und Hitze im Sommer“, weiß der Anlagenfahrer. „Aber die Zeiss GageMax halten das prima aus.“ Helmut Häckl bestätigt das. Er war 2017 als Projektleiter für die Einführung der Koordinatenmessgeräte verantwortlich. „Es war mir von Anfang an klar, dass wir eine Inline-Lösung brauchen“, betont der Geschäftsführer. „Zeiss hat uns überzeugt, erstens, weil die Zeiss GageMax die Robustheit für so eine Umgebung mitbringen. Und zweitens, weil Zeiss unsere Anforderungen versteht und die Kompetenz und Erfahrung damit hat, Messgeräte in eine automatisierte Fertigungslinie zu integrieren. So etwas geht nur in einer intensiven und qualifizierten Zusammenarbeit.“
Trends früh erkennen
Vor der Inline-Messung mit den beiden KMGs lief die Qualitätssicherung bei Schabmüller via Serienmessung im Messraum. Für den Messtechniker Emre Baysal blieb nicht viel Zeit, um darüber hinaus noch ausgewählte Bauteile komplett zu messen, inklusive Rauheit und Konturen. Das kann er jetzt – zweimal die Woche. „Als Messtechniker finde ich super, dass die Routineprüfung mitarbeiterunabhängig kontinuierlich von den Zeiss GageMax durchgeführt wird. Da bleibt Zeit für Aufgaben, für die es tatsächlich einen ausgebildeten Messtechniker braucht.“