„Was sich in der Zusammenfassung so sachlich nüchtern liest, ist bei genauer Betrachtung die unternehmerische Geschichte von zwei Familien und vier Generationen“, berichtet uns Josef Storf. Der 60-jährige Kaufmann ist Mitgesellschafter und einer der Geschäftsführer. „Und es ist die Geschichte eines Unternehmens, das sich stets auf qualitativ hochwertige Lösungen für seine Kunden besonnen hat, statt grenzenlos zu wachsen“, ergänzt Klaus-Michel Arnold, Enkel des Gründers und ebenso geschäftsführender Gesellschafter.

Von Beginn an auf Qualität und Nischen gesetzt
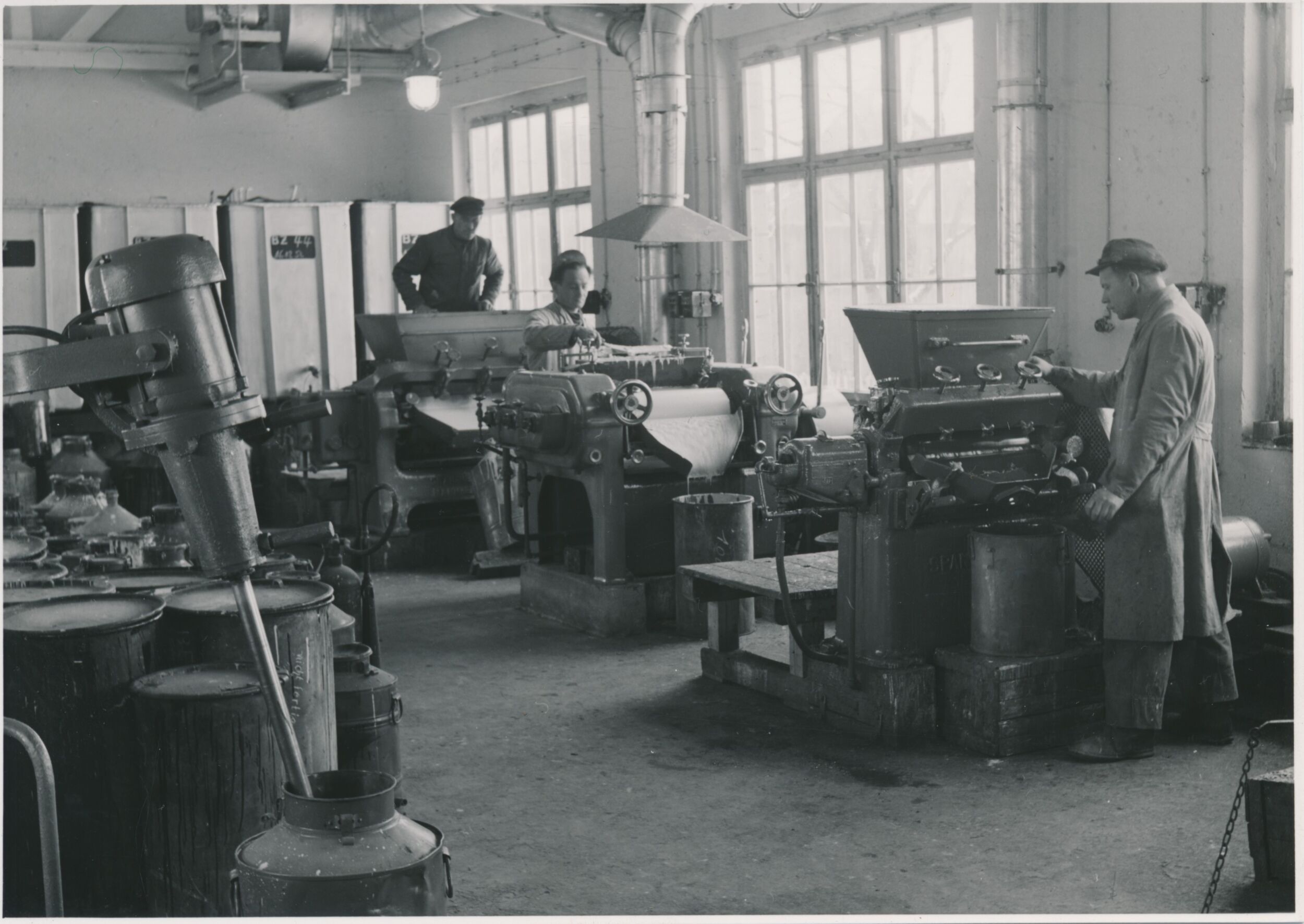
Emil Arnold ist Meister bei Bosch, als er sich 1941, mitten in den Kriegswirren, mit einem Lehrenbau in Esslingen am Neckar selbstständig macht. Damit ist bereits im Unternehmenszweck die Qualität fester Bestandteil seiner Philosophie, schließlich müssen Lehren hochgenau sein. Fest steht damit auch, dass dies kein Massenmarkt ist. Um hier erfolgreich zu sein, muss Emil Arnold seinen Kunden nah sein und auch genau zuhören, damit er mit seinen Produktlösungen erfolgreich ist.
>>Wir hören heraus, wo den Kunden der Schuh drückt<<
„Diese drei Faktoren – Qualität, Nischenmarkt und Kundennähe – gehören auch heute, 80 Jahre später, noch zu unserer DNA und sind die Basis für unseren Erfolg“, betont Simon Storf, der in der Geschäftsleitung das Marketing verantwortet. Seit Sommer 2021 verkörpert er, genauso wie Jacqueline Arnold als Ur-Enkelin des Firmengründers, die nächste Unternehmensgeneration.

Unternehmensgene: Gründersohn wird ebenfalls Gründer
1965 wird Emil Arnold eine KG und erweitert den Unternehmenszweck auf die Herstellung von Spezialwerkzeugen und Vorrichtungen für Sondermaschinen. Dazu kommt die Serienfertigung von Spannwerkzeugen. Inzwischen hat Emils Sohn Karl-Heinz sich 1962 mit einem Handelsunternehmen ebenfalls selbstständig gemacht. Mit dem Vertrieb von gelöteten Werkzeugen aus Hartmetall für das Drehen und mit der Vertretung von Tizit-Produkten in Süddeutschland Anfang der 70er Jahre entwickelt sich das junge Unternehmen gut. Parallel entwickelt Karl-Heinz Arnold eigene Werkzeuge, z.B. zum Ein- und Abstechen, und schafft damit die Keimzelle der heutigen Firma, die als Arno Werkzeuge international bekannt und geschätzt ist. Die Eigenfertigung stellt sich später als ‚Glücksfall‘ heraus, denn als Tizit 1988 den Vertrieb ins eigene Haus zurückholt, werden Entwicklung, Herstellung und Vertrieb von Werkzeugen zum eigentlichen Firmenzweck.
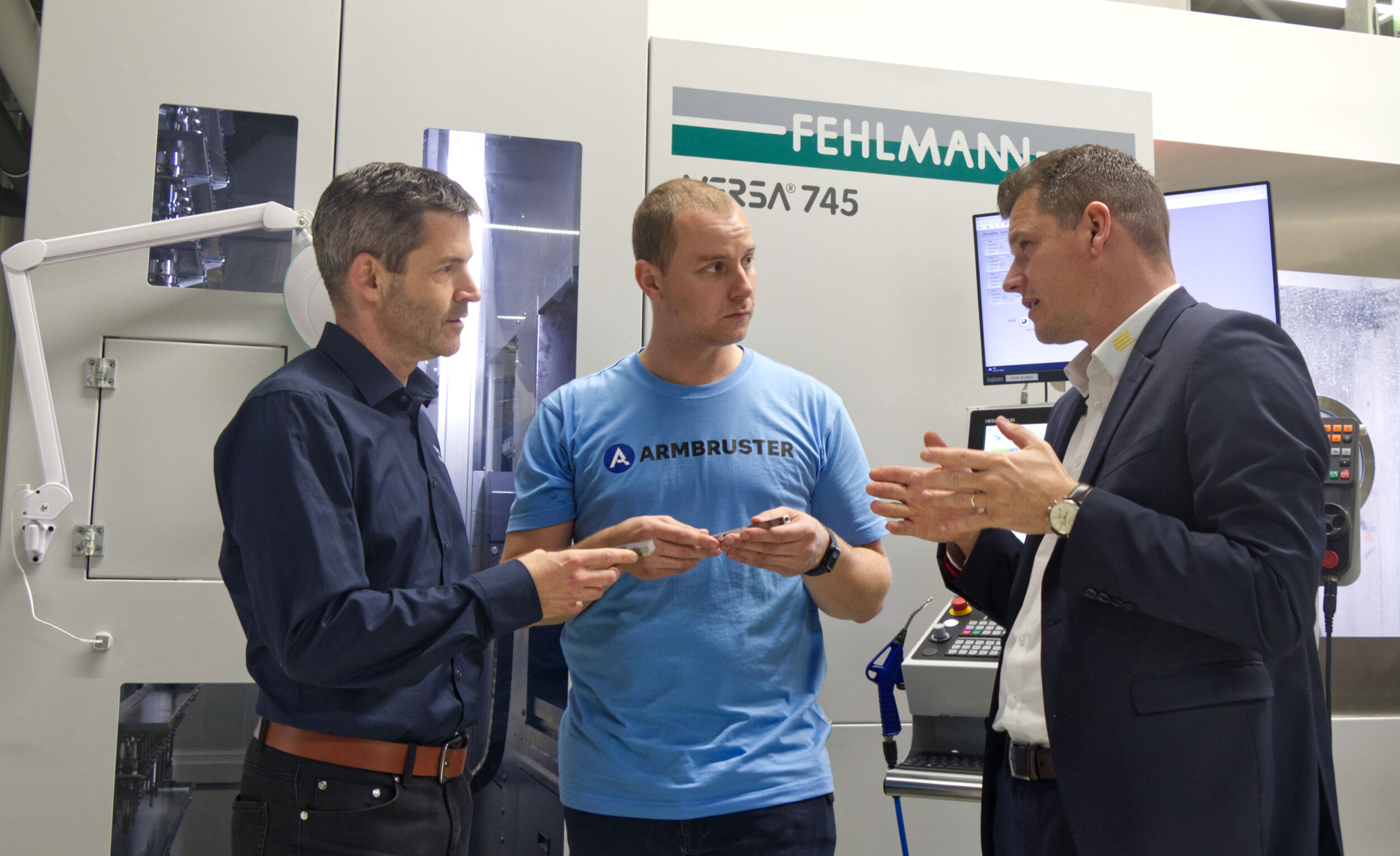
Eigene Produkte für anspruchsvolle Fertigungen
Jetzt kommt auch Josef Storf hinzu, der sich gemeinsam mit dem Gründerenkel Klaus-Michael Arnold immer stärker um die Entwicklung des Unternehmens kümmert. Mit dem Aufbau von Schleifkompetenzen und -kapazitäten gewinnt die Herstellung eigener Hartmetallwerkzeuge zunehmend an Profil. Als 1990 die ersten eigenen hochpositiven Wendeschneidplatten gefertigt werden, ist dies der Einstieg in ein Spezialgebiet für besonders anspruchsvolle Fertigungsaufgaben, bei denen Arno inzwischen die größte Programmvielfalt weltweit anbietet.