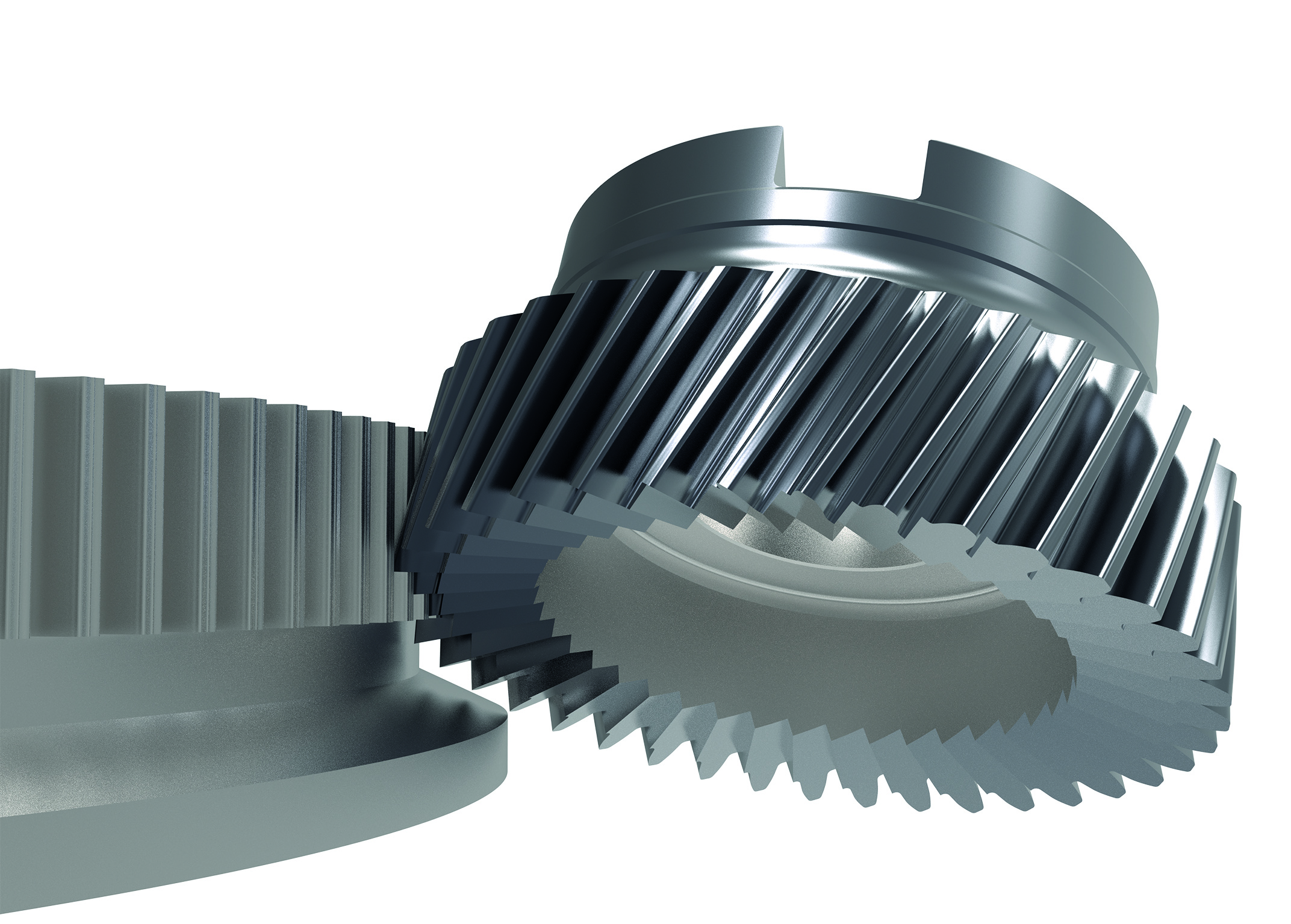
einstechen, um die angestrebten Konturen einzubringen. – Bild: Iscar Germany GmbH
Der Betrieb Günter Apelt – 1965 im schwäbischen Rosenfeld gegründet – ist heute als gefragter Hersteller von Präzisionsteilen etabliert. Die 45 Mitarbeiter drehen, fräsen, stechen und schleifen im Zweischichtbetrieb Komponenten für Kunden aus der Luft- und Raumfahrt, aus der Mess- und Regeltechnik, der Food- und Beverage-Branche sowie der Medizin- und Antriebstechnik in Deutschland und der Schweiz. „Wir fertigen hauptsächlich Bauteile mit komplexen Geometrien aus schwer zerspanbaren Materialen“, erklärt Vertriebsleiter Björn Schmid. „Die große Herausforderung dabei ist, immer komplexer werdende Teile mit immer engeren Toleranzen in sehr guter Qualität zu liefern.“ Prozesssicherheit und Standzeit der eingesetzten Werkzeuge sind hierbei entscheidende Faktoren.
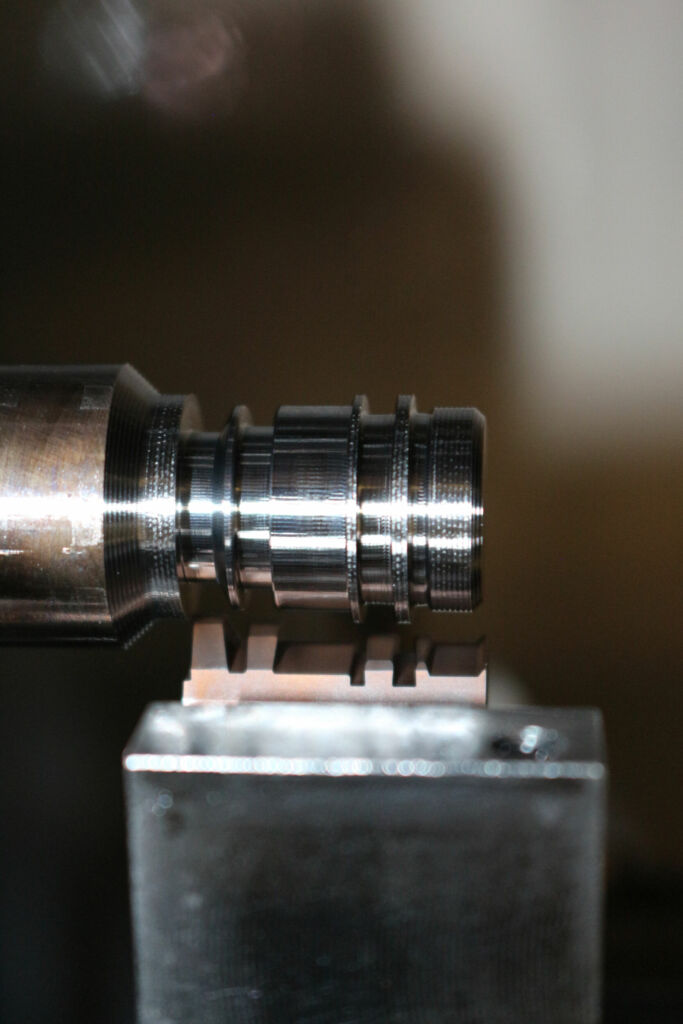
„Bei beiden war bei der Produktion einer Hülse für die Flugsteuerung in einem zivilen Flugzeug, die wir regelmäßig auf der Maschine haben, noch Luft nach oben“, ergänzt Viktor Reich, Ausbilder bei Apelt. Die 18mm lange Komponente wird aus Stangenmaterial 1.4545.4 mit einer Zugfestigkeit von 1.050 Newton pro Quadratmillimeter und 20mm Durchmesser gefertigt. Das Apelt-Team dreht diese auf 15mm vor, bringt verschiedene Einstiche, Bünde, Absätze, Freistiche sowie Bohrungen ein und sticht die Komponente schließlich ab. Zwischen 16.000 und 18.000 Stück stellt der Lohnfertiger jährlich her. Bislang setzte das Unternehmen zum Vor- und Fertigstechen der Konturen eine 2,24mm breite Platte eines Iscar-Mitbewerbers ein.
Iscar-Berater gehört praktisch zur Belegschaft
„Allerdings hatten wir hierbei mit unregelmäßig auftretenden Ringspänen, viel Ausschuss, Standzeiten von unter 200 Teilen pro Schneide und hohen Werkzeugkosten zu kämpfen“, schildert Reich die Problematik. „Aus Sicherheitsgründen wechselten wir den Schneideinsatz jeden Morgen – und auch die Standzeit des Schlichtwerkzeugs im anschließenden Bearbeitungsschritt war beeinträchtigt.“
Die richtige Idee sticht
Bei einem der regelmäßigen Besuche von Andreas Walz, Beratung und Verkauf bei Iscar, kam das Thema zur Sprache. „Apelt arbeitete hier mit einem aufwändigen Prozess – Vorstechen, Fertigstechen, Flanken kopieren -, der zu unbefriedigenden Ergebnissen in Qualität und Quantität führt“, berichtet Walz. „Für mich ein klarer Fall: Die Lösung heißt Profilstechen mit einer maßgeschneiderten Penta 27-Platte.“ Diesem Vorschlag begegnete das Apelt-Team erst mit Skepsis.

„Das hatten wir vor zehn oder zwölf Jahren schon einmal mit einem Werkzeug eines Mitbewerbers und nur mäßigem Erfolg versucht“, erinnert sich Reich. „Unter anderem waren die auftretenden Vibrationen damals einfach zu hoch. Doch seitdem ist in der Werkzeugentwicklung viel passiert, und da Andreas Walz praktisch zur Belegschaft gehört und wir auf seinen Rat vertrauen, gaben wir der Idee eine Chance.“
Maßgeschneidertes Präzisionswerkzeug
Zusammen mit Erik Hoffmann, Produktspezialist Non-Rotating Tools bei Iscar, und in enger Absprache mit Reich machte sich Walz an die Auslegung des passenden Schneideinsatzes. „Mit dem fünfschneidigen Präzisionsstechwerkzeug Penta 27 lassen sich komplexe Profile mit Breiten bis zu 20mm und einer Stechtiefe von 4mm in nur einer Bewegung maßgenau in wenigen Sekunden herstellen“, geht Hoffmann ins Detail. Alle Parameter des Schneideinsatzes wie Kantenverrundung, Beschichtung und Spanleitgeometrie sind auf die Anforderungen beim Kunden maßgeschneidert.
Erfolg auf ganzer Linie
Ausschlaggebend für die Leistung und eine einwandfreie Funktion ist das optimale Zusammenspiel von Schneidkantenpräparation, Beschichtung, Spanwinkel und Substrat. „Und beim vorliegenden Werkstückstoff spielt auch die Kühlung eine entscheidende Rolle, da bei der Bearbeitung sehr viel Wärme ins Werkzeug wandert, die der Schneide zusetzt“, weiß Hoffmann. Deshalb verfügt das Werkzeug über innenliegende Kanäle, die das Kühlmittel direkt in die Schnittzone transportieren. Nur das Verhältnis zwischen der Schnittbreite der Penta 27 und dem Durchmesser des Werkstücks ließ das Iscar-Team kurz zögern. Es bestand die Gefahr, dass der hohe Schnittdruck bei der Bearbeitung das Werkstück wegdrücken könnte, was zu Toleranzproblemen führen würde.

„Das Verhältnis von Materialdurchmesser und Schnittbreite liegt hier bei etwa eins zu eins, das ist schon grenzwertig“, sagt Hoffmann und grinst. „Aber manchmal muss man eben Risiken eingehen.“ Das Ergebnis sollte ihm recht geben. Über die ‚Schnellschussline‘ – Iscars Premium-Service für die Penta-Linie – waren die Maßanfertigungen zusammen mit den passenden Haltern in nur drei Wochen beim Kunden. „Wir haben gemeinsam mit den Apelt-Leuten den ersten Stich gesetzt und – Bingo! Es hat gleich auf Anhieb gepasst“, zeigt sich Walz begeistert.