„Aufgrund der Vielfalt unserer unterschiedlichen Dichtungen setzen wir zu 90 Prozent Sonderwerkzeuge ein. Die Werkstoffe sowie die verschiedenen Dichtungsprofile verlangen nach sehr scharfen Werkzeugen mit speziellen Schneidenprofilen“, erklärt Peter Schockaert, der zusammen mit Johan Willems die Produktion bei Parker in Boom verantwortet. „Die Möglichkeit, die Schneidenprofile direkt nach unseren Wünschen und Anforderungen zu gestalten, ist uns sehr wichtig“, ergänzt Willems. „Deshalb setzen wir seit Jahren auf die Werkzeuge aus Tübingen.“
Mikrobearbeitung par excellence
Das Produktportfolio der Prädifa Technology Division von Parker umfasst eine breite Palette von Standard-Dichtelementen und -Dichtsystemen, kunden- und anwendungsspezifischen Dichtungen sowie anderen technischen Bauteilen. Das Unternehmen gilt als führender Anbieter polymerer Dichtungslösungen aus einer Vielzahl von Dichtungswerkstoffen und in einer großen Bandbreite von Größen. Diese erstrecken sich von wenigen Millimetern im Durchmesser bis hin zur Weltrekord-Dichtung mit einem Durchmesser von über vier Metern.
Hohe Schärfe gefordert
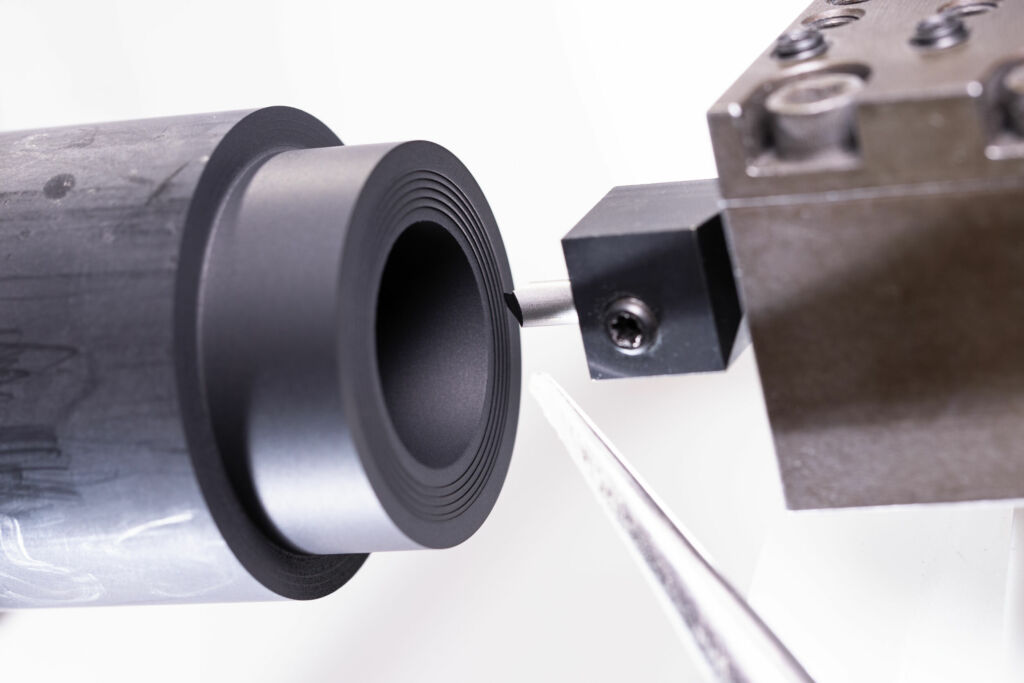
„Wir nennen die Werkzeuge oftmals nur noch Klingen, da diese mit einem sehr scharfen Keilwinkel geschliffen sind“, berichtet Schockaert. Eine ‚Klinge‘ kommt auch im folgenden Anwendungsbeispiel zum Einsatz. An eine Lenkwellen-Dichtung aus einem Kohlefaser-Teflon-Werkstoff galt es, eine Art axiales Gewinde zu drehen. Das Gewinde dient dazu, den Dichtring axial flexibel zu gestalten. Die ersten Versuche und Aufträge liefen mit selbstgeschliffenen Werkzeugen. „Für Prototypen und kleine Stückzahlen schleifen wir die Werkzeuge selbst. Wenn die Volumen dann größer werden, suchen wir nach der passenden Werkzeuglösung“, erläutert Willems.

In diesem Fall lieferte Horn den Typ Supermini mit einer geschliffenen Klinge für die axiale Bearbeitungsrichtung. Das zu fertigende Gewinde hat eine Tiefe von 0,2mm. Das Werkzeug schneidet das Gewinde mit einer hohen Vorschubgeschwindigkeit. „Auf den ersten Blick sieht die Bearbeitung sehr leicht aus. Aber die geforderte Gratfreiheit verlangt eine sehr hohe Schärfe der Schneidkante“, so Schockaert. Bei der Bearbeitung fließt kein Span. Die Schneide des Superminis schneidet bzw. ritzt das Gewinde auf die Fläche.
Allumfassendes Angebot
Parker ist ein weltweit führender Hersteller in der Antriebs- und Steuerungstechnologie. In nahezu allem, was sich bewegt, sind heute Technologien von Parker enthalten. Um die Anforderungen der Kunden zu erfüllen, liefert Parker die umfangreichste Produktpalette, die von einem einzigen Anbieter im Bereich der Antriebs- und Steuerungstechnologie bereitgestellt wird. Dies wird durch die Expertise in den zehn Technologiebereichen Hydraulik, Pneumatik, Elektromechanik, Filtration, Prozesssteuerung, Verbindungstechnik, Kälte-Klimatechnik, Dichtungstechnik und EMI-Abschirmung sowie Luft- und Raumfahrt unterstützt.
Für eine andere Dichtung aus Kunststoff (Durchmesser: knapp 4mm) kommt ebenfalls das Supermini-System zum Einsatz. Neben einem Axialeinstich muss die Bohrung mit einem Durchmesser von 1mm ausgedreht werden. „Die Schärfe der Werkzeuge ist hierzu ebenfalls besonders wichtig, da die Wandungen sehr dünn sind und bei einem zu hohen Schnittdruck verziehen könnten“, begründet Willems. Nach dem Axialeinstich mit einem Supermini des Typs 105 übernimmt ein weiterer Supermini des gleichen Typs das Ausdrehen der vorgebohrten Bohrung auf das eng tolerierte Endmaß.
System Mini groß im Einsatz
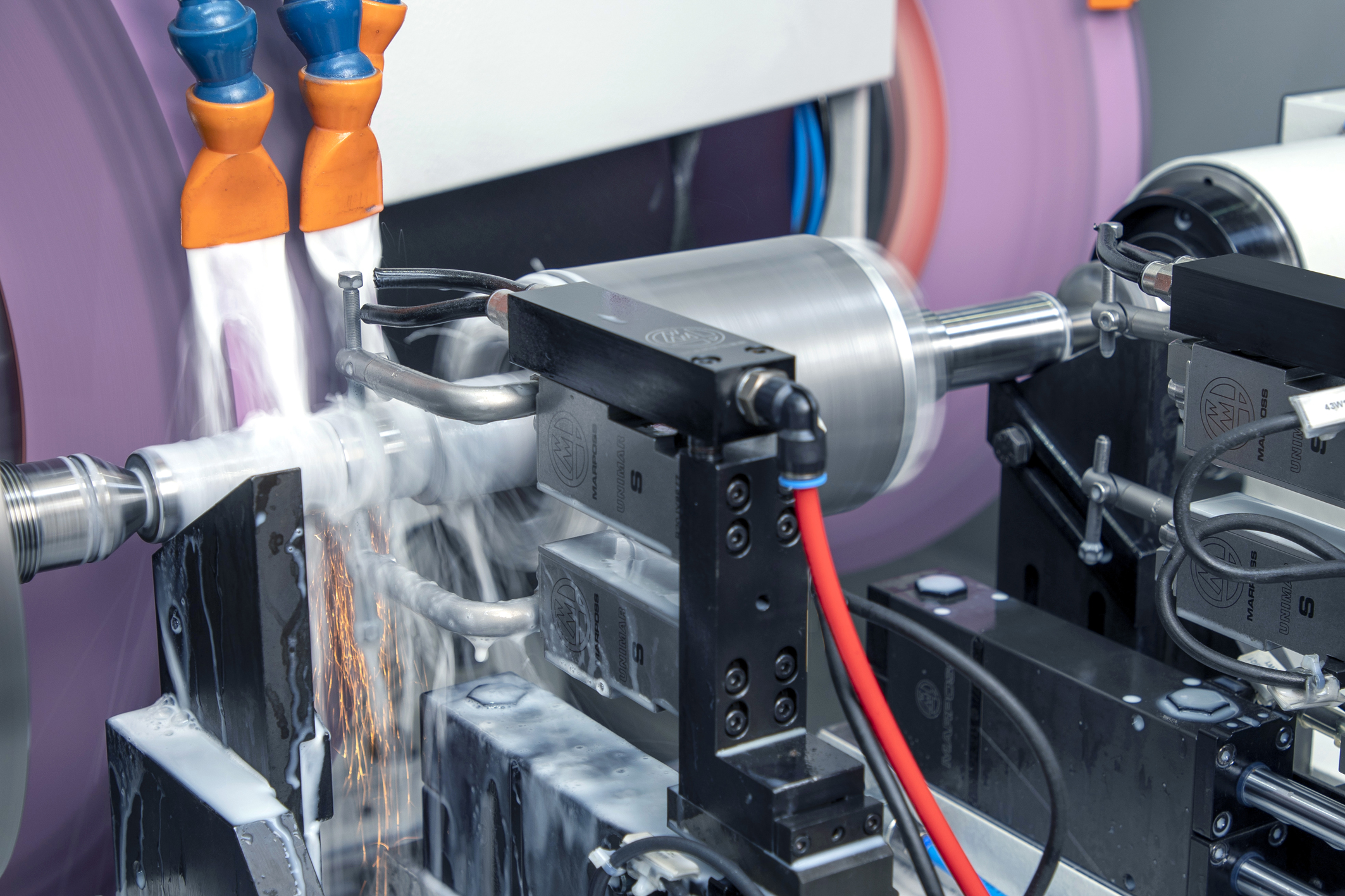
Für hohe Stückzahlen setzen Schockaert und Willems auf spezielle Doppelspindel-Maschinen, die zwei Dichtungen synchron bearbeiten. Zur Anwendung kommt hierbei neben Supermini-Werkzeugen das System Mini. „Das Mini-System lässt sich ausgezeichnet auf die jeweiligen Bearbeitungsschritte anpassen“, so der Horn-Techniker Kees van Bers. Auf dem Werkzeugkamm ist für jede Bearbeitung ein Werkzeug montiert. „Bei den hohen Stückzahlen war uns eine sehr kurze Taktzeit wichtig. Durch die Werkzeuge können wir von der Stange ohne Abgreifen außen Kopierdrehen, außen Einstechen, beidseitig axial Einstechdrehen, Innenausdrehen sowie Abstechen“, weiß Willems zu schätzen.

Seit rund zehn Jahren arbeitet man bei Parker nun mit den Werkzeuglösungen von Horn. Rund 90 Prozent der eingesetzten Werkzeuge sind speziell auf den jeweiligen Prozess ausgelegte Sonderlösungen.