„Über 100 Mannjahre hat unsere alte Karusselldrehmaschine auf dem Buckel. Da war es klar, dass eine neue Lösung hermusste“, begründet Harald Werner. Dennoch wollte der Fertigungsleiter von Fibro RT nicht den naheliegenden Weg gehen und die 34 Jahre alte, im Dreischichtbetrieb laufende Maschine einfach ersetzen. Ihm waren nämlich auch die sieben Aufspannungen auf drei Maschinen ein Dorn im Auge, die zur Herstellung der Rundtischgehäuse nötig waren. Die sind ein wichtiger Teil der Rundtische, für die das Weinsberger Unternehmen als Allrounder bekannt ist. Werner sieht sofort das Potenzial, das im Drehfräsen liegt und das ein neu zu beschaffendes Dreh-Fräszentrum ausschöpfen könnte.
Geringere Vibrationen = bessere Oberflächen
Kein anderer Hersteller deckt diese Bandbreite der unterschiedlichen Antriebs- und Verriegelungskonzepte für Rundtische ab, wie Fibro RT. So gehören Schneckenantrieb oder Hirth-Verzahnung genauso zum Repertoire wie dreifache Hirth-Verzahnung oder Torqueantrieb. Die Durchmesser reichen dabei von Kategorie null bis zwölf, also von 100 bis 2.500mm. Zum Einsatz kommen sie für Montageaufgaben, als Schwenk- oder Positionierachse sowie als Werkstückträger in Werkzeugmaschinen. Dabei hat sich Fibro RT als Erstausrüster für zahlreiche namhafte Werkzeugmaschinenhersteller etabliert. Auch einen Schwerlast-Positioniertisch für die dynamische und präzise Positionierung großer und schwerer Teile führen die Weinsberger im Programm. Auf dem mit 4.400mm Durchmesser größten und mit 400 Tonnen belastbarsten bei Fibro RT gebauten Rundtisch werden Tanks für die ESA-Trägerrakete Ariane5 geschweißt.
Die anspruchsvolle Fertigung der meist kundenspezifischen Rundtische umfasst im Wesentlichen die Prozesse Drehen, Fräsen und Schleifen. Alleine für das Bearbeiten der Unterseite eines solchen Gehäuses kommen bis zu 100 Werkzeuge zur Anwendung. Hierzu wurde eine neue Softwareversion für das NC-Programmiersystem beschafft. Für Programmierer Valeri Hochweiß eine gleichermaßen anspruchsvolle wie notwendige Tätigkeit, denn die vorhandene Version konnte die komplexen neuen Aufgaben – vor allem die Fräs-Drehoperationen mit 5-Achsanwendung – nicht bewältigen.
Alles ist deutlich einfacher, schneller und sicherer
Hardwaremäßig sollte ein Nullpunktspannsystem wichtigster Bestandteil werden. Dabei griffen die Verantwortlichen auf frühere Erfahrungen zurück, als man für ein anderes Projekt fünf Systeme (drei pneumatische und zwei hydraulische) getestet hatte. Nachdem die Grundsatzentscheidung schnell auf Hydraulik fällt, gewinnt das AMF-Nullpunktspannsystem den Vergleich mit dem Wettbewerber. Werner schildert einen entscheidenden Vorteil: „Wir haben mit der AMF-Lösung bessere Oberflächen und deutlich höhere Werkzeugstandzeiten erzielt.“

Für AMF-Verkaufsleiter Erik Laubengeiger keine Überraschung: „Mit unseren extrem starken hydraulischen Modulen schaffen wir es immer wieder, die Vibrationen beim Schruppen und Schlichten besonders gering zu halten, was die genannten Resultate erbringt, aber auch der Genauigkeit dient.“ Die ist für Werner ebenso wichtig, schließlich „brauchen wir eine Genauigkeit von 1/100mm in drei Ebenen, nämlich Gehäuseober- und -unterseite sowie koaxial bei den Bohrungen für die Schneckengetriebe.“
Nullpunktspannmodule pulverisieren Rüstzeiten
Mit Einzugskräften von je 25kN und Haltekräften von je 55kN spannen hydraulisch betätigte AMF-Nullpunktspannmodule vom Typ KH20 die schweren Werkstücke. „Die hydraulische Betätigung mit 50 bis 60bar Öffnungsdruck ermöglicht es, dass in ihrem Inneren sehr starke Federn verbaut werden können, die ständig nachspannen, ohne dass das Medium anliegt“, erläutert Laubengeiger.
Marktführer beim Spannen auf dem Maschinentisch
Das 1890 als Andreas Maier Fellbach (AMF) gegründete Unternehmen ist heute ein Komplettanbieter in der Spanntechnik und gehört weltweit zu den Marktführern. Mit mehr als 5.000 Produkten sowie zahlreichen Patenten gehören die Schwaben zu den Innovativsten ihrer Branche.
Diese permanent aktive große Spannkraft wirkt dem gesamten System entgegen, in dem sich das Werkstück durch die bei der Bearbeitung auftretenden Schwingungen lockern kann, wenn beispielsweise schwächere Spannmodule mit weniger Haltekraft eingesetzt werden. Dieses Bewusstsein war bei Fibro RT seit der Entscheidung präsent, als AMF-Nullpunktspannmodule für die besten Oberflächen sorgten. Die Deckel und Kolben der Module sind gehärtet. Die Wiederholgenauigkeit beim Spannen liegt unter 0,005mm (5µ).


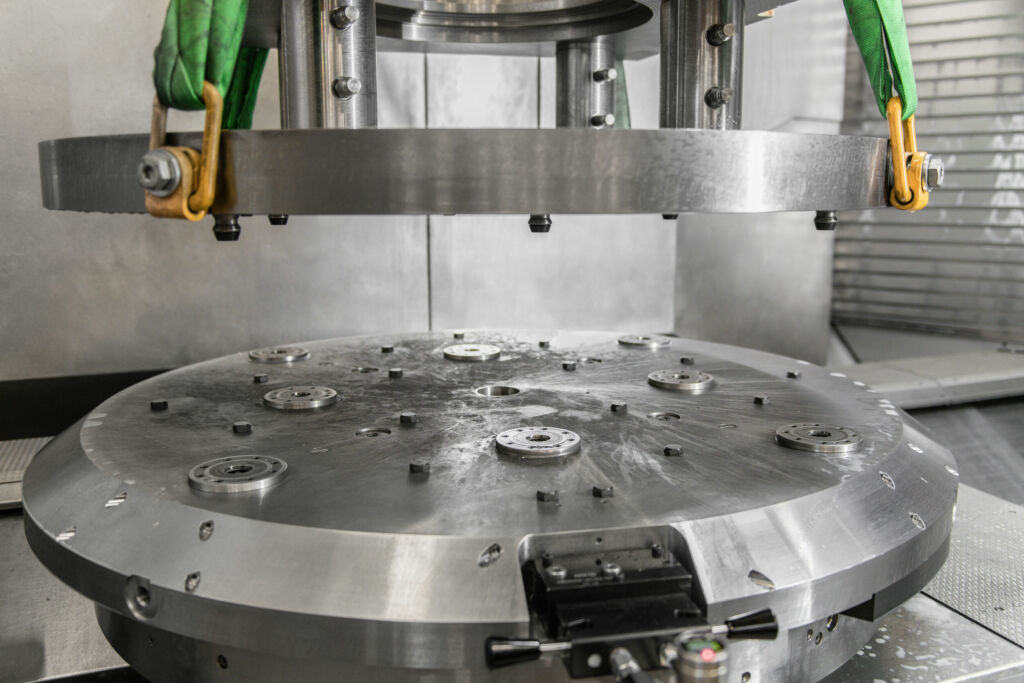
Acht Module sind in einer Zwischenplatte eingelassen, die wiederum mit dem Drehtisch verankert ist. Auf dieser setzt die Grundplatte für die Werkstückspannung auf. Darauf werden nach oben vier Spannkonsolen von je 200mm Länge eingespannt, die AMF kundenspezifisch herstellt. In ihren Ober- und Unterseiten sind ebenfalls Nullpunktspannmodule von AMF eingebracht, mit denen sie sich einerseits direkt mit den Spannbolzen auf der Grundplatte verankern und in die andererseits das Werkstück – das Rohteil eines Rundtischs – gespannt wird. Auch dies geschieht über direkt in das Werkstück eingebrachte Spannbolzen. So ist eine Fünfseitenbearbeitung möglich und die Unterseite kann in der gleichen Aufspannung wie die anderen Flächen bearbeitet werden. „In drei bis vier Minuten ist so ein Werkstück nun bearbeitungsfertig gespannt. Früher mit Spanneisen, Distanzstücken und Verschraubung dauerte das 30 bis 90 Minuten“, betont Fibro RT-Urgestein Werner, dessen Berufslaufbahn 1980 mit einer Schlosserlehre bei den Weinsbergern begann.
Vorhandene Potenziale zu mehr Produktivität heben
Auf Maschinenbediener Daniel Karsch liegt jetzt weniger Verantwortung, ob das Werkstück richtig aufgespannt ist. „Alles ist deutlich einfacher, schneller und sicherer. Ich kann mich jetzt viel stärker auf die Qualität im Bearbeitungsprozess konzentrieren.“ Der kann für ein solches Werkstück schon Mal über seine Schichtdauer hinausgehen und zehn Stunden betragen. „Umso wichtiger ist es, dass wir von Anfang an wissen, dass das Bauteil richtig gespannt ist“, bringt es Meister Thomas Scholl auf den Punkt.
Allrounder bei den Rundtischen
Fibro RT ist der europäische Marktführer für Rundtische im Maschinen- und Anlagenbau. Mit mehr als 150 verschiedenen Bautypen bieten die Baden-Württemberger das weltweit umfangreichste Rundtischprogramm aus einer Hand. Diese kommen als Schwenk- oder Positionierachse sowie als Werkstückträger in Werkzeugmaschinen, aber auch im Bereich von Montageaufgaben zum Einsatz.
www.fibrort.com
Werner schwört auf das Potenzial, das in der Dreh-Fräs-Bearbeitung auf einer einzigen Maschine steckt. „Da steckt noch viel Produktivität drin, die wir nach und nach noch ausschöpfen werden.“ Und da meint der erfahrene Experte nicht nur die Anzahl der Spannvorgänge und die Zeitersparnis. Vor allem geht es ihm auch um die Präzision, wenn er betont, „dass die Genauigkeit größer ist, wenn nur einmal gespannt wird. Dazu gehört auch, dass wir weniger Spannungen im Teil haben, die später wieder größere Toleranzen erfordern.“ Werner blickt dabei auch über den Tellerrand der Bearbeitung hinaus. „Wir müssen mit einer Fertigung in Deutschland stets daran denken, wie wir alle Potenziale zur Produktivitätssteigerung heben können, um weiterhin wettbewerbsfähig zu sein.“ Die Abnahme beim Maschinenhersteller Reiden glich einem Schaulaufen mit viel Lob für das „sehr gut vorbereitete Fibro RT-Team.“
Kraftvolles Spannen erhöht Werkzeugstandzeit deutlich
Was die Einbauspannmodule noch dazu beitragen können, zeigt sich beim Bearbeiten der Kurvenbahn eines Grundkörpers für ein Kurvengetriebe. In die senkrecht aufgespannten, bis zu 400mm langen Werkstücke mit bis zu 350mm Durchmesser werden die Kurvenbahnen gefräst und nach der Wärmebehandlung geschliffen.