Falser Maschinenbau wurde 1967 gegründet (www.falser.eu) und sieht sich heute als Generalunternehmer im Maschinenbau. Geliefert werden nicht nur Zerspanungs- und Schweißteile, sondern das komplette Sortiment von Blech-, Dreh-, Fräs- und Schweißbaugruppen sowie komplett verkabelte Baugruppen. In diesem Leistungsspektrum erwies sich die Zerspanung als ‚Flaschenhals‘. Um wirtschaftlicher zu agieren, sollte automatisiert und mannlos schneller gefertigt werden. Als Lösung wird in Auer heute mit einem horizontalen 5-Achs-Bearbeitungszentrum (BAZ) HF 5500 von Heller gefertigt, das über einen Rundspeicher samt Palettenautomation und Roboterzelle von STS (www.websts.de) mit Werkstücken versorgt wird. Die 6-Seiten-Bearbeitung der Bauteile wird über die Werkstückspannung mittels R-C2-Automation von Gressel sichergestellt.
Fertigungsablauf
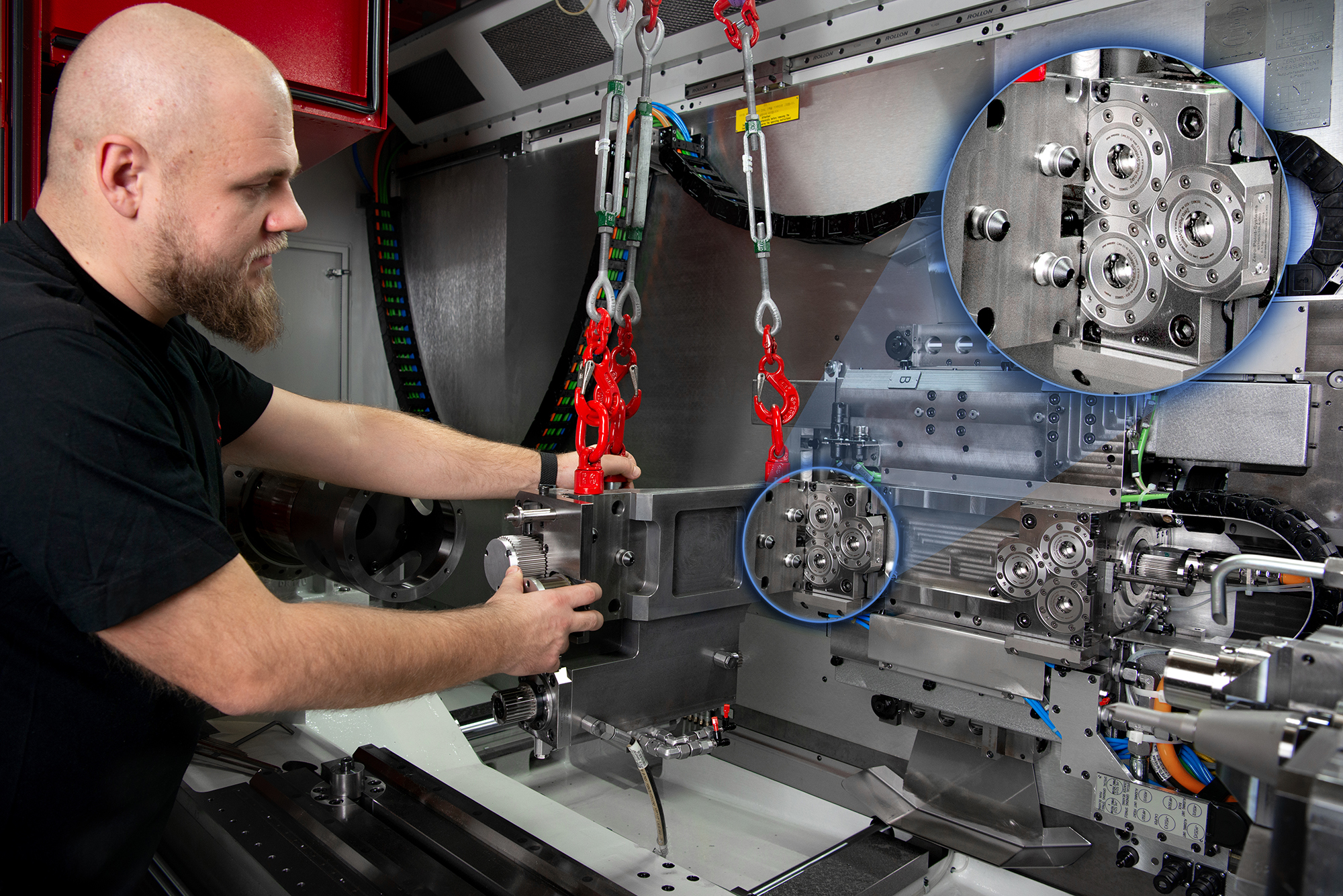
Bei der Fertigung wird das Rohmaterial aktuell auf zwei Wagen bereitgestellt, die je nach Teilegröße jeweils 20 bis 40 Teile aufnehmen können. Nachdem sich der Roboter (ausgerüstet mit dem R-C2-Spannmodul von Gressel) ein Spannmittel aus dem Greiferbahnhof geholt hat, fährt er zu einem der Wagen, greift mit definierter Spannkraft ein Bauteil und bringt es auf das Nullpunktspannsystem in die Maschine. Während jetzt die 5-Achs-Bearbeitung erfolgt, wird in der Übergabestation für das Werkstück ein zweiter Schraubstock für die 6-Seiten-Operation vorbereitet.
Sechs Seiten mannlos bearbeiten
Ist die Bearbeitung in der ersten Spannung OP10 abgeschlossen, holt der Roboter den Schraubstock aus der Maschine und fährt ihn nach Reinigung in die Übergabestation. Hier übergibt er das Bauteil an den zweiten Schraubstock, von dem es erneut mit definierter Spannkraft gespannt wird, und bringt ihn in die Maschine. Ist die sechste Seite in OP20 bearbeitet, fährt der Roboter das Bauteil hinaus und legt es mit dem Schraubstock wieder auf die Ablagewagen. „Wir spannen immer zwei Teile für die 5-Achs-Bearbeitung und zwei für die sechste Seite auf“, konkretisiert Andreas Falser. „Am Ende produzieren wir so ausschließlich fertige Teile.“
Horizontal fünfachsig bearbeiten
„Mit der HF 5500 und ihrer horizontalen Bauweise denken wir heute eine ganz neue Art der Bearbeitung“, stellt der Geschäftsführer heraus. „Dabei haben wir die Bauweise nicht nur wegen des Spänefalls gewählt, mit dem sich der Span besser kontrollieren lässt, wir können auch längere Werkzeuge einsetzen als in einer Vertikalmaschine.“ Außerdem verschleißt das Werkzeug durch die geringeren Vibrationen weniger, die Standzeiten sind länger und die Kosten sinken. Darüber hinaus bietet das horizontale Konzept gute Zugänglichkeit bei der Palettenautomation. „Nicht zuletzt können wir aufgrund dieser Zugänglichkeit auch schnell Einzelteile fertigen. Wir sind also in mehrfacher Hinsicht flexibel, unkompliziert und schnell“, konkretisiert Falser.

Für kurze Span-zu-Span-Zeiten sorgen hierbei der schnelle Werkzeugwechsler in Verbindung mit einem Kettenmagazin für maximal 160 Werkzeuge und die hohen Achsgeschwindigkeiten der HF 5500 im Ausstattungspaket ‚PRO‘. „Die Spindel mit HSK-A 63 bietet bei 16.000U/min eine Leistung von 56kW und ein Drehmoment von 180Nm“, berichtet Erich Stolz, Gebietsvertriebsleiter von Heller für Österreich und Südtirol. „Diese technischen Merkmale der Maschine sind aber nur das eine. Ebenso wichtig ist der Service. Heller beschäftigt etwa 2.600 Mitarbeiter, von denen über 500 im Service arbeiten. Sie sind vor Ort tätig, aber auch in der Hotline, Dokumentation, dem Retrofit und der Ersatzteilabwicklung.“
Die Rundspeicher- und Roboterautomation von STS, einem Unternehmen der Heller Gruppe, arbeitet mit 17 Speicherplätzen für Paletten, sodass sich lange Laufzeiten realisieren lassen. Über die Roboterbeladung setzt Falser die R-C2-Automation von Gressel für die Werkstückspannung ein. Das gibt ihm die Möglichkeit, sehr unterschiedliche Teile zu automatisieren. Dazu sind keine gesonderten Programmierkenntnisse erforderlich.
Um den Arbeitsraum der HF 5500 möglichst effizient zu nutzen, wurde eine Spannvorrichtung konzipiert, auf der sich vier Spanner anlegen lassen. Für die erste Aufspannung wird über eine 45°-Stellung gute Zugänglichkeit erreicht, bei der zweiten Aufspannung wird die sechste Seite horizontal bearbeitet. „Grundsätzlich können wir so vier Werkstücke auf einmal beladen“, beschreibt Andreas Brunhofer, Produktspezialist Automation bei Gressel. „Sobald die Stückzahlen steigen, lässt sich auch eine zweite oder dritte Vorrichtung einbringen. So kann zum Beispiel über das Wochenende autark aus dem Speicher heraus zerspant werden.“
Wettbewerbsfähig in die Zukunft
Die Ergebnisse sprechen für sich: Nicht nur, dass das Rüsten heute viel schneller geht; auch die Durchlaufzeiten verkürzten sich, sodass der Betrieb rascher liefern kann. „Außerdem erzeugen wir sofort höhere Qualität. Die Toleranzen haben wir zwar auch früher eingehalten, wir mussten aber ab und an nachfertigen. Heute kommen die Teile perfekt aus der Maschine“, weiß Andreas Falser besonders zu schätzen.