Bevor Siebenwurst Werkzeugbau (SWZ) das eigentliche Werkzeug fertigt, beginnt auch hier die Arbeit mithilfe von Simulation auf Basis von Normen und Erfahrungen (www.siebenwurst.de). Alle folgenden Entwicklungsschritte bauen auf den hieraus entstandenen Werkzeugflächen auf. Sobald dann Realdaten aus dem Tryout vorliegen, zeigt sich, wie gut Simulation und Realität übereinstimmen. Anschließend werden die ursprünglichen Annahmen überprüft und mit der Realität abgeglichen. SWZ ermittelt dafür beispielsweise die realen Materialkennwerte des Tryout-Materials und vergleicht sie mit den ursprünglich angenommenen Werten aus der Simulation.
Werkzeuge für Blechteile aller Art
Im konkreten Fall einer Frontklappe wurde deutlich, dass erst durch die Integration der tatsächlichen Materialdaten ein stimmiges Bild entstand, sodass die Simulation und das reale Verhalten nahe beieinander lagen. Siebenwurst verfolgt dabei einen klaren Ansatz, der schon beginnend mit der Angebots- und Engineeringphase den Simulationsprozess umfasst. Doch dieser endet nicht mit der Fräsfreigabe – damit wird die Simulation zum dynamischen Begleiter im Prozess: Sie wird kontinuierlich aktualisiert und fungiert als digitaler Zwilling zur Optimierung während des kompletten Fertigungsprozesses. Mit dieser Methodik, der Software AutoForm sowie den verwendeten Technologien entwickelte sich Siebenwurst Werkzeugbau über die letzten Jahre stetig weiter und fertigt selbst hochkomplexe Werkzeuge für ganz unterschiedliche Blechteile.

Die Softwarelösungen von AutoForm sind heute in die Wertschöpfungskette von SWZ fest eingewoben. „Das beginnt bei der Kundenanfrage, wo wir mit dem AutoForm-DieDesigner die ersten parametrischen Werkzeugflächen erzeugen“, berichtet David Weber, Leiter Engineering. „Indem hier von Beginn an Prozesssimulationen zum Einsatz kommen, wollen wir schon in der Angebotsphase möglichst nah am Ergebnis sein und damit eine hohe Kostenvorhersagegenauigkeit erreichen.“ Die in vergangenen Jahren eingesetzte OneStep-Simulation stellt heute die Ausnahme dar, da die Absicherung und die Vorhersagegenauigkeit im Vordergrund stehen.
Früh wissen, was geht
Konstruiert wird in Zwickau vorrangig mit Catia V5, das als Schnittstelle zum AutoForm-DieDesigner fungiert. „Hiermit können wir die Herstellbarkeit schon sehr detailliert untersuchen – und zwar noch vor Beauftragung“, unterstreicht Weber. „Sollte etwas nicht funktionieren, werden notwendige Bauteiländerungen für die Angebotsabgabe festgehalten. Für uns geht es an der Stelle darum, mit möglichst hoher Sicherheit zu einem passenden Angebot zu kommen. Nach der Beauftragung legen wir dann im Detail fest, wie das Teil hergestellt werden soll.“
Kontakt zwischen Blech und Werkzeug exakt abbilden
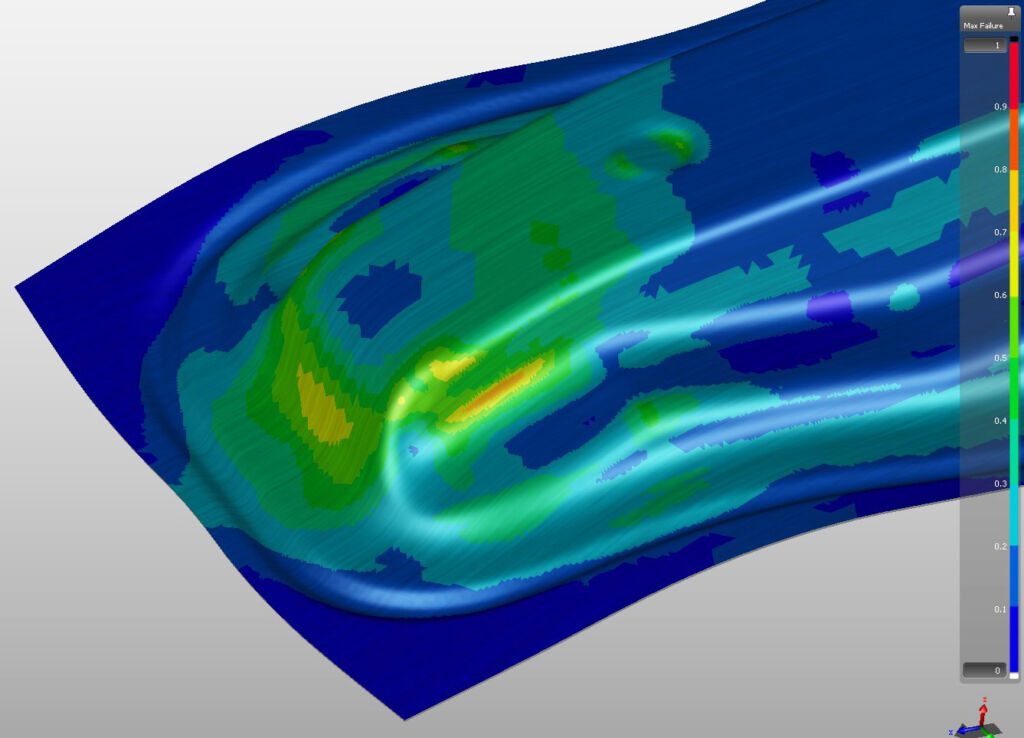
Die verschiedenen OPs werden im AutoForm-DieDesigner ausgearbeitet. Sollte es der Kunde fordern, setzt SWZ bei der inkrementellen Simulation auch das Plugin TriboForm ein. „Basierend auf lokalen Größen wie Oberflächenrauheit von Blech und Werkzeug, Beölungsbild und Schmiermittelmenge fließen damit wechselnde Reibungsverhältnisse in die Simulation ein“, fasst Leonard Krauss, Global Key Account Manager bei AutoForm, zusammen. „Gerade bei Aluminium ist dies ein entscheidender Faktor.“ Ist nun eine funktionierende Methode erarbeitet, folgt als fundamentaler Punkt die Rückfederungskompensation. Der AutoForm-Compensator analysiert dazu, wie das Teil aufspringt und wie man zu einem Bauteil innerhalb der Toleranzvorgaben kommt. Krauss konkretisiert: „Eingesetzt wird hierbei häufig eine Drawshell-Kompensation, bei der die erste Beschneidestufe so angepasst wird, dass das gezogene Bauteil genau darauf passt.“
Digitales Tuschieren für BWM
Dass Siebenwurst stets offen für neue Ansätze ist, zeigt das sogenannte digitale Tuschieren, zu dem im Jahr 2024 ein Pilotprojekt gemeinsam mit AutoForm vorangetrieben wurde. In diesem Fall betraf es ein Doppelwerkzeug für BMW.

„Wenn man mit der herkömmlichen Vorgehensweise ein solches Werkzeug zum ersten Hub in der Presse hat und das erste Mal auf das Teil fährt, kommt es regelmäßig zu Herausforderungen. Auftreten können am Bauteil Risse oder Welligkeiten – und dann müssen wir händisch den Ziehfluss herstellen“, erläutert David Weber das Vorgehen. Dabei bestehe die Gefahr, sich immer weiter von der Theorie zu entfernen. Die Handarbeit nehme zu und irgendwann könne man die Theorie unter Umständen verwerfen.