Haberland Zerspanungstechnik im niedersächsischen Melle erarbeitete sich in den 30 Jahren seit seiner Gründung einen hervorragenden Ruf als Lohnfertiger und Komplettanbieter. Das 135-köpfige Team um Geschäftsführer Dirk Haberland fertigt auf 8.000 Quadratmetern mit 70 modernen CNC-Maschinen hauptsächlich Heiz- und Kühlwalzen sowie Präzisionsdrehteile und -frästeile für rund 250 international tätige Maschinen- und Anlagenbauer aus Deutschland und der EU. Haberland verarbeitet überwiegend Stahl und rostfreie Werkstoffe, aber auch Gussstahl und Aluminium. „Unsere Stärken liegen in den Prozessen der Einzel- und Sonderteilfertigung in kleinen bis mittelgroßen Serien“, erklärt der Geschäftsführer. „Hierbei sind Präzision – und wegen der hohen Zahl an unterschiedlichen Bauteilen – Flexibilität gefragt.“

Um diese Flexibilität sicherzustellen und bestmöglich auf alle Eventualitäten vorbereitet zu sein, arbeiten Haberland Zerspanungstechnik und Technologierpartner Iscar seit mehr als 15 Jahren vertrauensvoll auf Augenhöhe zusammen. Das Iscar-Team besteht aus Martin Berlin, Regional Sales Manager North, Christian Buck, technische Beratung und Vertrieb, sowie Daniel Höinghaus, Beratung und Verkauf. Sie kennen die Maschinen und die Prozesse bei Haberland ganz genau und können dem Zerspaner so bestmöglich mit Werkzeug, Beratung und Expertise zur Seite stehen.
Verbesserungspotenziale aufgedeckt
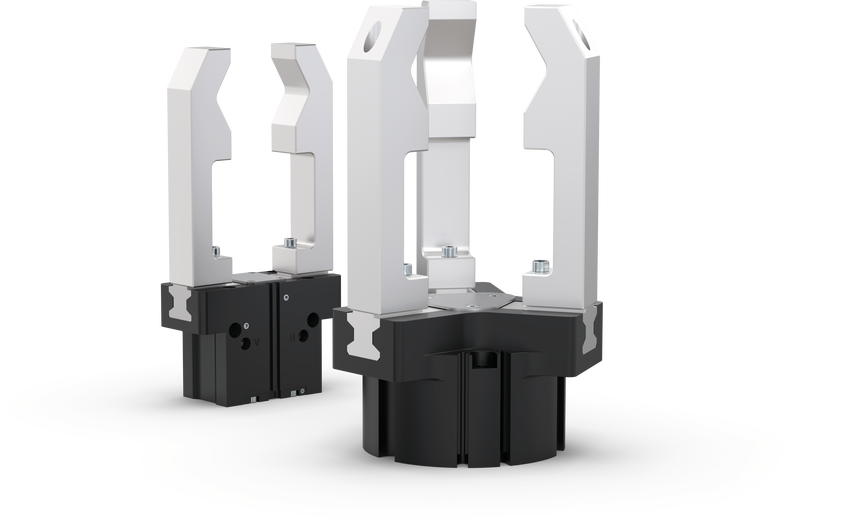
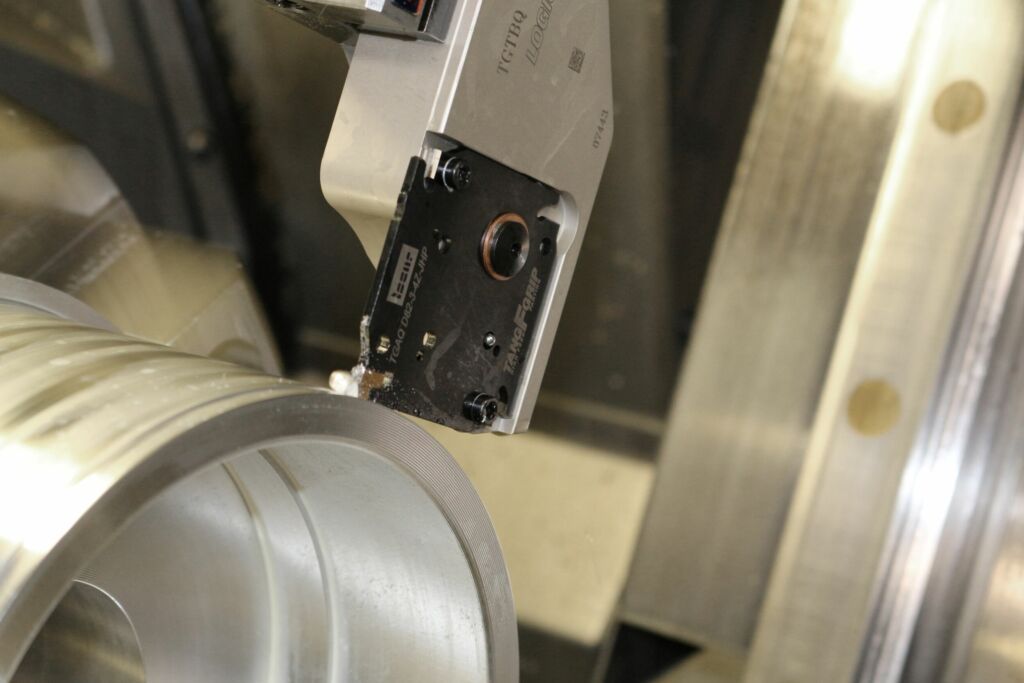
„So seltsam es auch klingt – der Lockdown wegen Corona hatte auch etwas Gutes“, sagt Buck. „Da hatten wir genug Zeit, um die Prozesse und Werkzeuge unserer Kunden zu analysieren und Optimierungspotenzial zu identifizieren. Bei Haberland versteckte es sich vor allem in den Abstechprozessen.“ Unter anderem sticht das Unternehmen Distanzringe von unlegiertem Stangenmaterial. Bisher setzten die Zerspaner das Werkzeug eines Marktbegleiters mit nur einem Plattensitz ein. „Bei der Analyse zeigte sich schnell, dass Haberland mit unserem Stechwerkzeug deutlich besser abschneiden – um nicht zu sagen abstechen – würde“, führt Höinghaus aus. Dieses besteht aus dem MultiFGrip-Werkzeughalter mit einem TangFGrip-Schneidenträger mit vier Plattensitzen und ist bestückt mit einseitigen Tang-Grip-Schneideinsätzen.
*Fundierte Beratung und hohe Flexibilität beim Partner*
Der Werkzeughalter MultiFGrip ist ein stabiles Abstechsystem für die Tang-Grip- und Do-Grip-Serie. „Dank seiner robusten Konstruktion ist mit dem MultiFGrip vibrationsfreies Hochvorschub-Abstechen auf der X-Achse auch bei großen Stangendurchmessern bis zu 120mm möglich“, erklärt Martin Berlin. „Das sorgt für eine längere Standzeit der Schneideinsätze, höhere Oberflächengüten und Planebenheiten.“
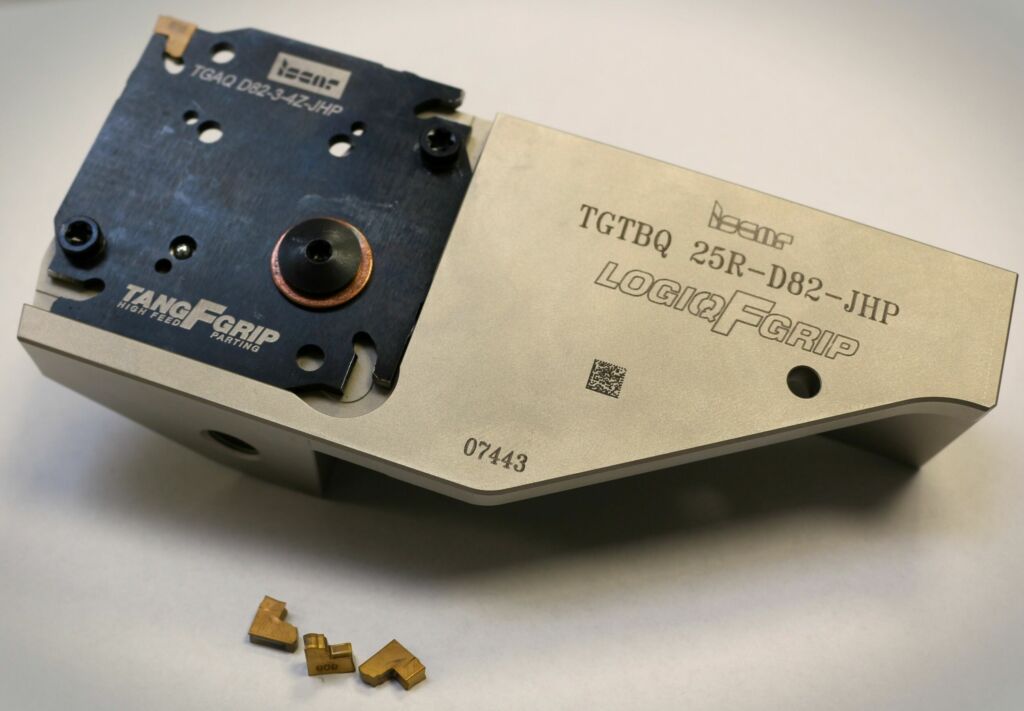
Der MultiFGrip ist für die Jet-Cut-Kühlung bis 140 bar ausgelegt. Das erlaubt eine zielgerichtete Kühlmittelzufuhr direkt zur Spanwinkel-Fläche des Schneideinsatzes. An einen Grundträger lassen sich unterschiedliche Adapter für die einschneidigen Tang-Grip- oder zweischneidigen Do-Grip-Schneidsysteme mit zwei oder vier Plattensitzen anbringen. „Als es dann wieder möglich war, kündigten wir uns für einen Besuch in Melle an, um unseren Verbesserungsvorschlag zu präsentieren“, erzählt Höinghaus. Dieser stieß bei Geschäftsführer Haberland und dem technischen Produktionsleiter Andreas Föst auf großes Interesse. Versuche auf den Maschinen bei Haberland bestätigten die Prognosen.
MultiFGrip für exzellente Oberflächengüten
„Mit dem neuen System kann das Unternehmen nicht nur wirtschaftlicher abstechen, vielmehr bietet es auch eine bessere Performance“, erklärt Buck. Besonders die Stabilität des MultiFGrip ist ein deutlicher Vorteil. Sie verbessert entscheidend die Prozesssicherheit, erlaubt höhere Standzeiten, und Haberland kann dank der Hochvorschubgeometrie der Tang-Grip-Schneideinsätze mit Schnittbreiten von 3 und 4mm Vorschübe zwischen 0,35 bis 0,4mm fahren – 20 bis 25 Prozent höhere als bisher.
Spiegelglatte Oberflächen
Zu dem beschriebenen hervorragenden Ergebnis tragen auch der Spanformer und die Jetkühlung bei: Ersterer bricht die Späne, zweitere transportiert das Kühlmittel direkt an die Schneide und evakuiert die Späne zuverlässig. Das verhindert Kratzer auf der bearbeiteten Oberfläche.
„Und weil auch bei lang auskragender Spannung fast keine Schwingungen auftreten, erzielen wir spiegelglatte Oberflächen, die aussehen, als hätten wir sie gedreht statt abgestochen“, lobt Föst. „Dadurch kann sogar die Nachbearbeitung entfallen. Damit sparen wir einen Prozessschritt, gewinnen wertvolle Produktionszeit und legen Kapazitäten auf unseren Anlagen frei.“