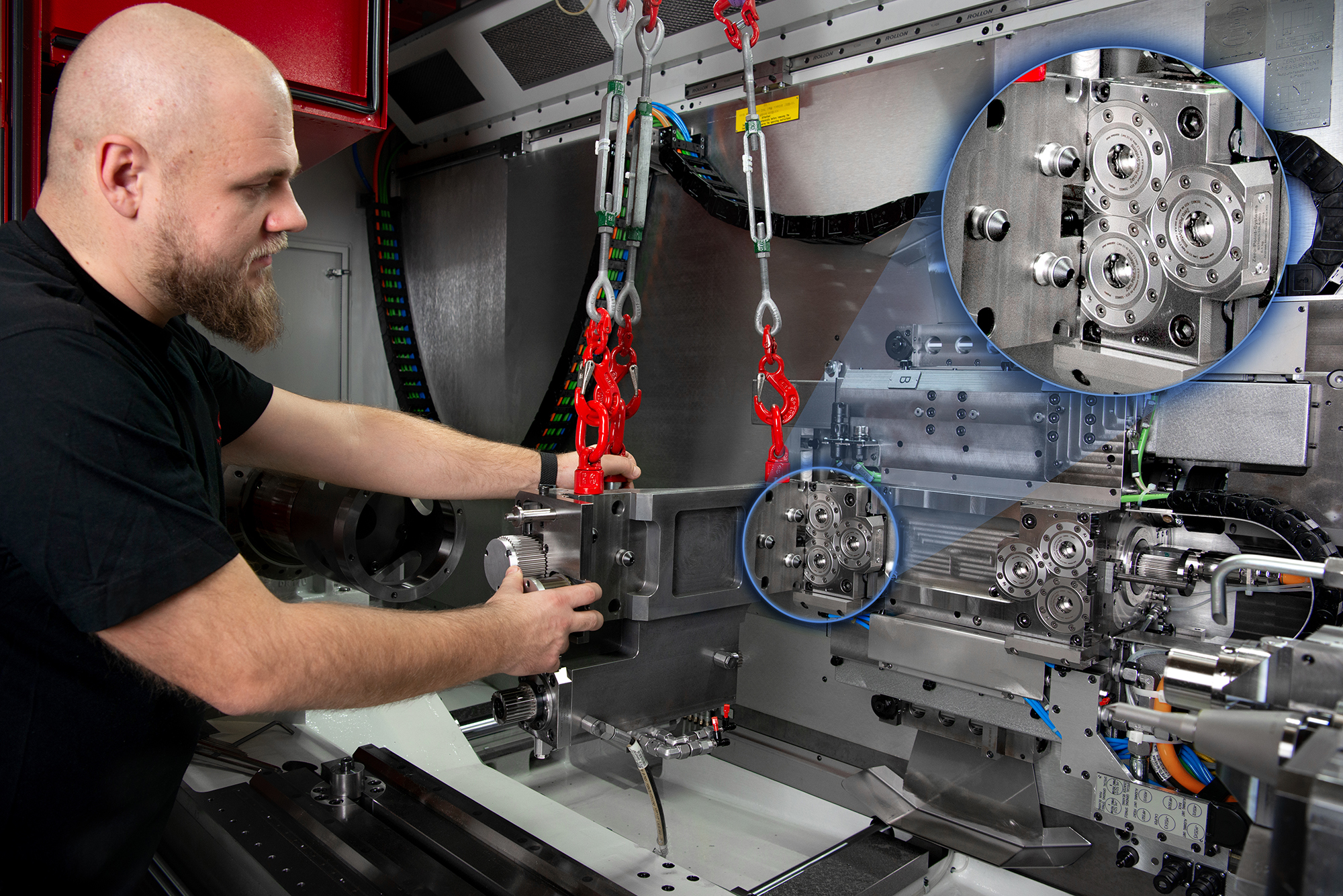
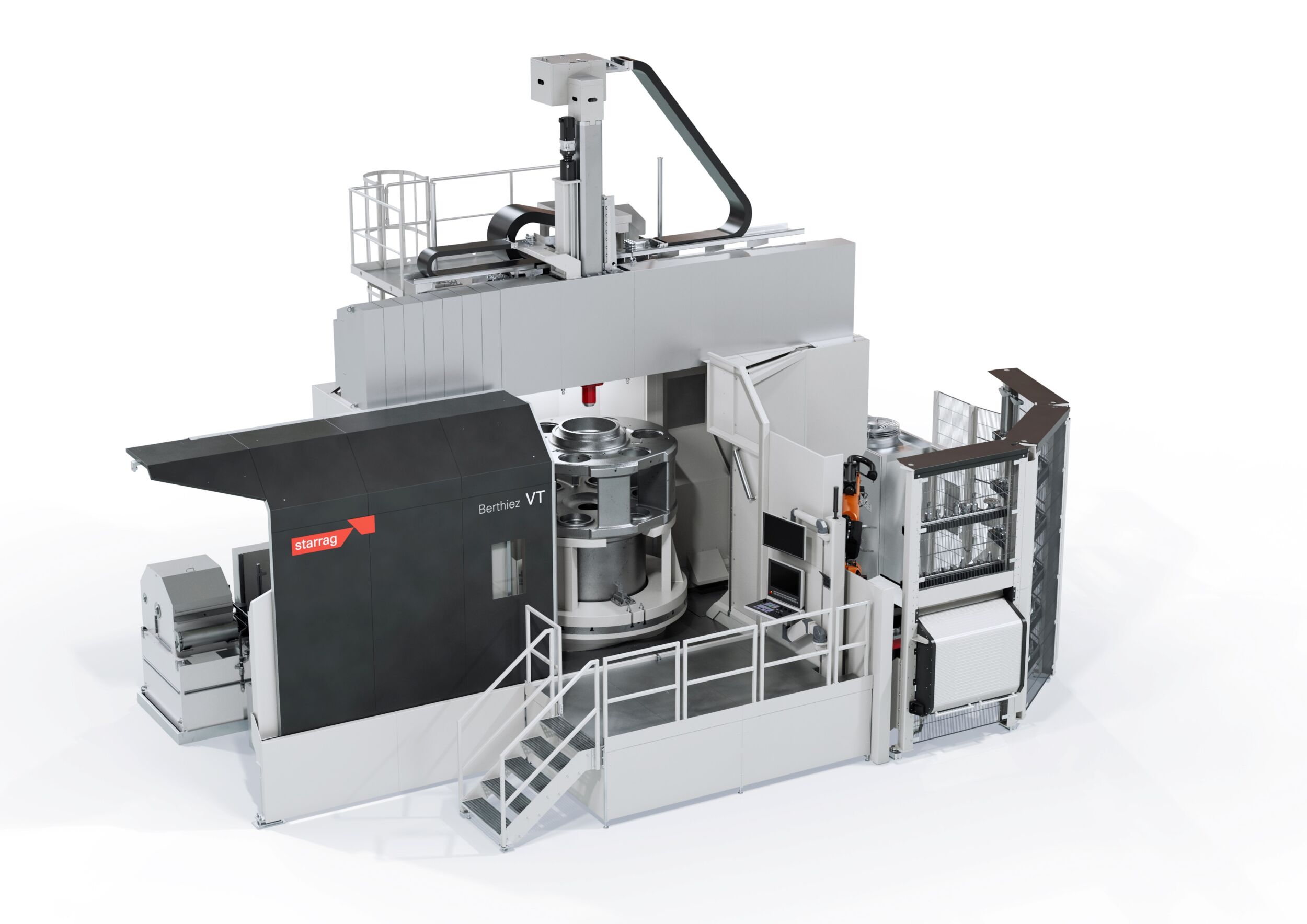
Mit Maschinen von Schuster lassen sich Getriebewellen, Nocken- und Ausgleichs- sowie komplexe Motorwellen für Elektroantriebe fertigen. Meist werden die Wellen in mehreren miteinander verketteten Stationen bearbeitet, die an Beginn und Ende der Linie manuell be- und entladen werden. Die Maschinen der Bayern arbeiten stets mit einer vertikal stehenden Werkstückspindel. Abhängig von der Aufgabe kommen Hauptspindel, Gegenspindel oder ein Mittendrehaggregat zur Anwendung. Je Arbeitsraum werden bis zu zwei Revolver oder auch Fräs- sowie Schleifaggregate eingesetzt, sodass sich Dreh-, Fräs- und Schleifbearbeitung in einer Aufspannung durchführen lassen. Die Maschinen sind immer mit X- und Z-Achse ausgestattet, die sich je nach Maschinentyp in der Spindel oder dem Revolver / Aggregat befinden. Die Spindel umfasst im Regelfall auch eine C-Achse. Die Y-Achse ist bei Bedarf als Option verfügbar und damit wie im Drehbereich üblich bei vielen Maschinen nicht vorhanden.
Prüfen und anpassen
„Das Messen im Arbeitsraum ist ein integraler Bestandteil unserer Bearbeitungsprozesse. In vielen Produktionsprozessen wird ein Durchmesser zunächst mit Aufmaß vorbearbeitet und dann auf Endmaß geschliffen oder gedreht“, berichtet Christian Moser, Projektleiter von Schuster Maschinenbau.
„Dazu ist es erforderlich, zwischen den beiden Schritten den aktuellen Durchmesser automatisiert zu messen und den Schleif- bzw. Drehvorgang entsprechend anzupassen. Um nicht etwaige Rundlauffehler oder den Temperaturgang der Maschine mitzumessen, ist hier eine Zweipunktmessung – ähnlich wie bei einer Bügelmessschraube – notwendig.“

Da viele Anlagen der Süddeutschen nicht mit einer Y-Achse ausgestattet sind, entfällt die Möglichkeit, das Werkstück mit einem Standard-Tasteinsatz vorn und hinten an zwei Punkten anzutasten, um den aktuellen Durchmesser zu erfassen.
Wellen komplett bearbeiten
Der südlich von Landsberg am Lech in Denklingen beheimatete Betrieb Schuster Maschinenbau beschäftigt rund 100 Mitarbeiter. Vor über vierzig Jahren gegründet lieferte das Unternehmen im Jahr 2010 die ersten Dreh- und Wälzfräszentren sowie Transferlinien für die Wellenkomplettbearbeitung aus. Sie decken den gesamten Prozess von Drehen, Fräsen und Schleifen über das Messen bis hin zum automatisierten Handling zwischen den Stationen ab.
Speziell entwickelter Tasteinsatz
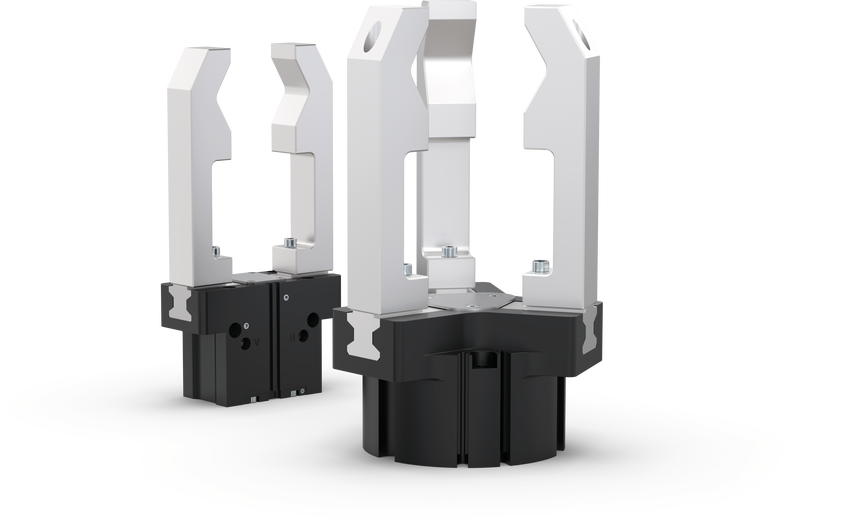
Die Lösung für diese nicht alltägliche Anforderung fand Schuster in Form des Messtasters TC61 und eines speziell entwickelten Tasteinsatzes beim langjährigen Partner Blum-Novotest. Das Besondere am TC61 ist das in zwei Achsen geführte, bidirektionale Messwerk. Im Gegensatz zu sonst typischen Messtastern sind damit nicht nur drückende, sondern auch ziehende Messungen hochpräzise durchführbar.
>>Davon profitieren unsere Kunden<<
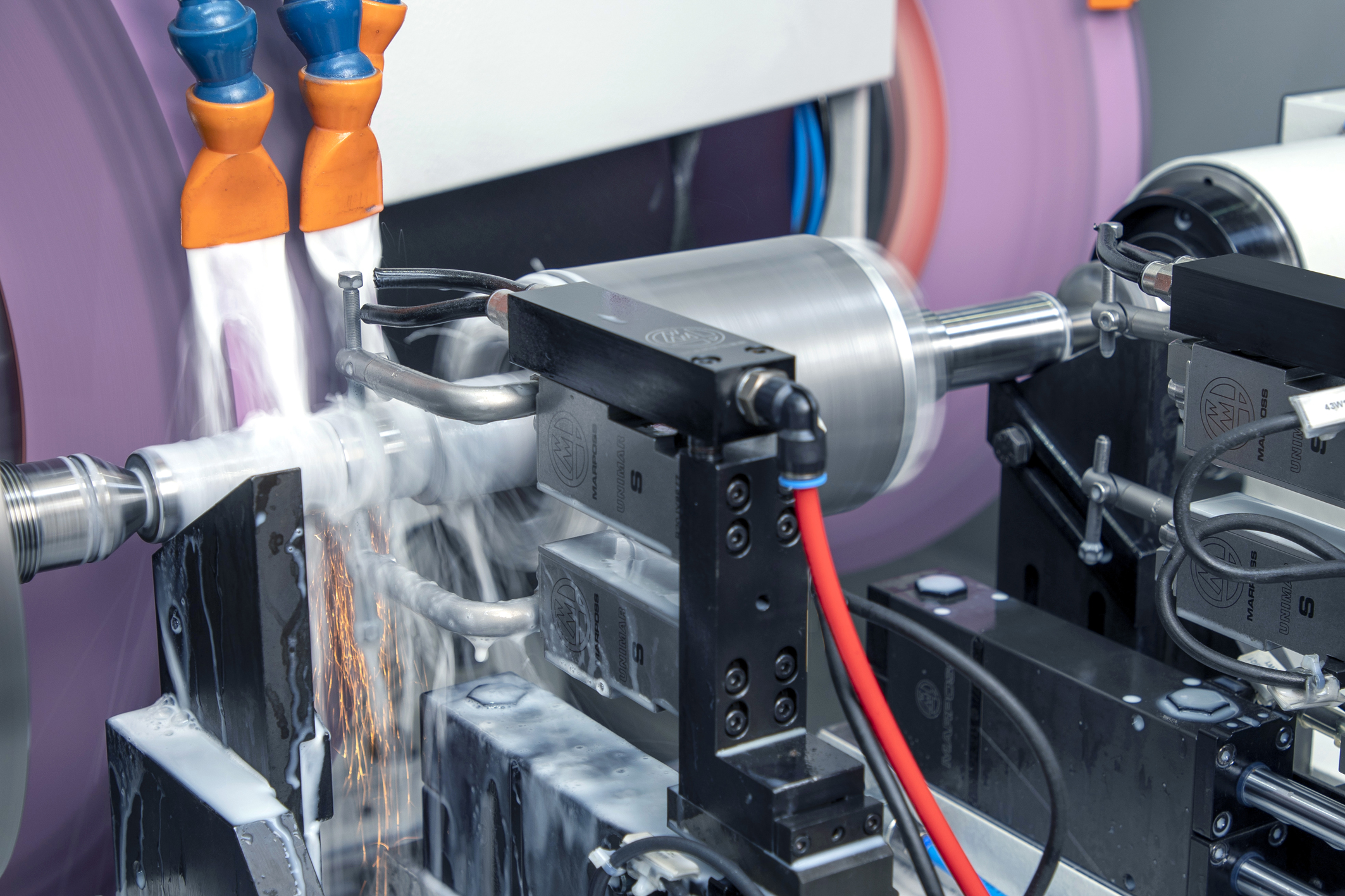
Das außergewöhnliche Messwerk erlaubt, den TC61 mit relativ schweren Tasteinsätzen – in diesem Fall einem Messbügel – auszustatten. Falls wie bei Schuster der Durchmesser einer Welle erfasst werden soll, lässt sich dies ganz einfach per Zweipunktmessung durchführen. Dazu wird der sich im Revolver befindende TC61 horizontal eingeschwenkt und über die X-Achse je eine Messbewegung ziehend und drückend durchgeführt. Zusätzlich wird in manchen Anlagen eine Tastkugel am äußersten Ende des Bügels angebracht, um beispielsweise Längen, Nullpunkte oder Stufen zu messen. Die Messbügel bietet Blum ab 35mm maximalem Messdurchmesser in diversen Abstufungen bis 73mm an.

Das Messen des Durchmessers beim Aufmaßschleifen ist die Voraussetzung, um die engen Toleranzen einzuhalten. An den X-Achsen kommen besonders präzise Glasmaßstäbe zum Einsatz, um den Taster hochgenau positionieren zu können. Die Zweipunktmessung lässt sich rasch durchführen; erreicht wird eine Wiederholgenauigkeit auf der Maschine von 1,5 bis 2µm.