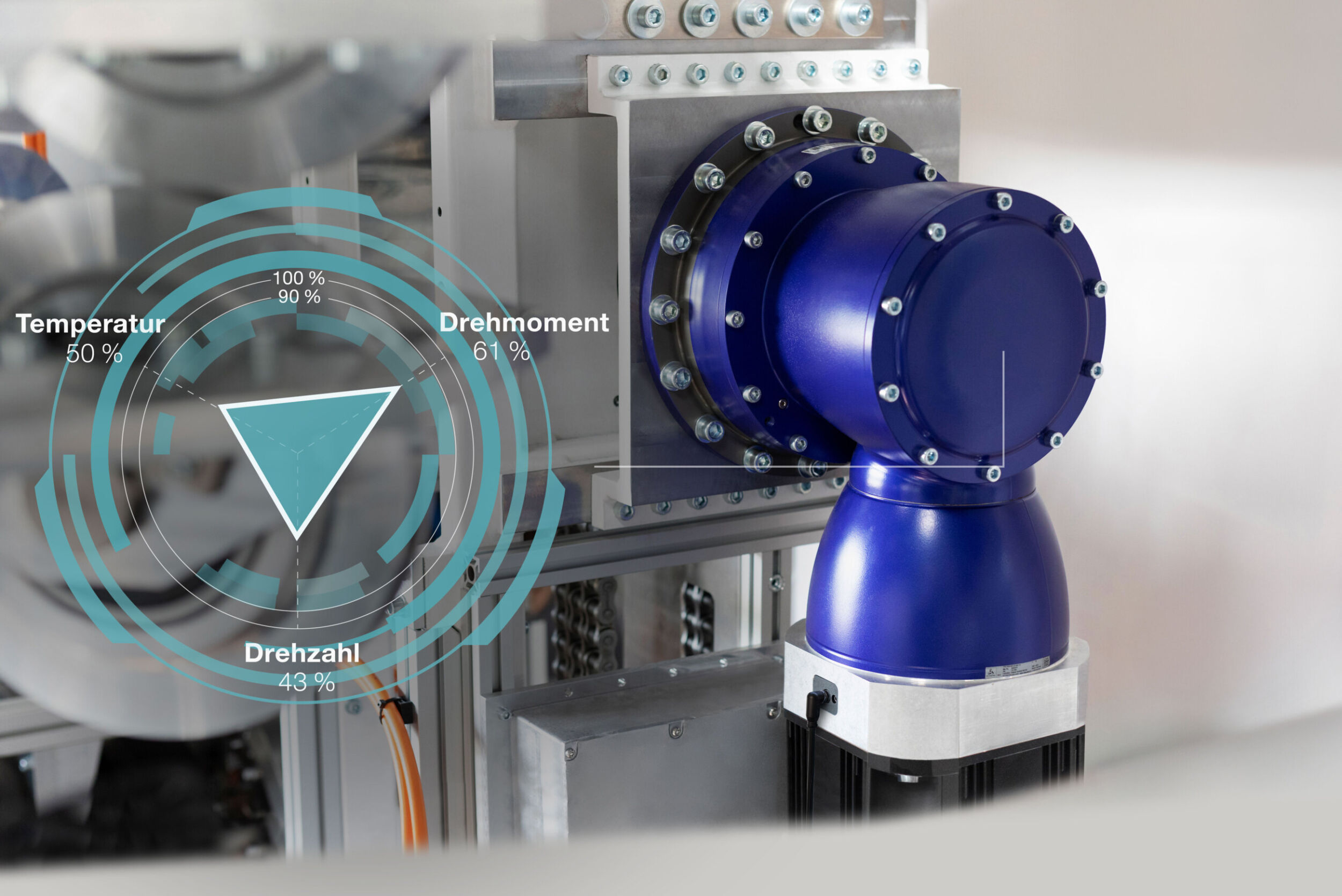
Eine hohe Produktivität in Kombination mit niedrigen Fertigungskosten und ausgezeichneter Werkstückqualität ist entscheidend für Nachhaltigkeit, Rentabilität und Wettbewerbsfähigkeit in der industriellen Fertigung. Eine zuverlässige Maschinenüberwachung liefert hier wertvolle Echtzeiteinblicke in laufende Prozesse, dient als Grundlage für eine produktive sowie reproduzierbare Fertigung und bietet Optimierungsansätze.

Überwachung mit piezoelektrischen Dehnungssensoren
Die Kistler Gruppe bietet Lösungen zur Maschinenüberwachung durch die Integration von Sensoren in die Maschinenumgebung an. Dank umfassendem Portfolio sowie industriellem Knowhow platziert Kistler nur die jeweils erforderlichen Sensoren an bestimmten Positionen in der Maschine – so werden Komplexität und Kosten minimiert. Das Überwachen der Zerspankräfte ist ein Schlüsselfaktor für stabile Bearbeitungsvorgänge. Solche Lösungen gestatten es den Kunden auch, sich in Richtung einer autonomen Bearbeitung zu bewegen und die Gesamtfertigungskosten zu senken.
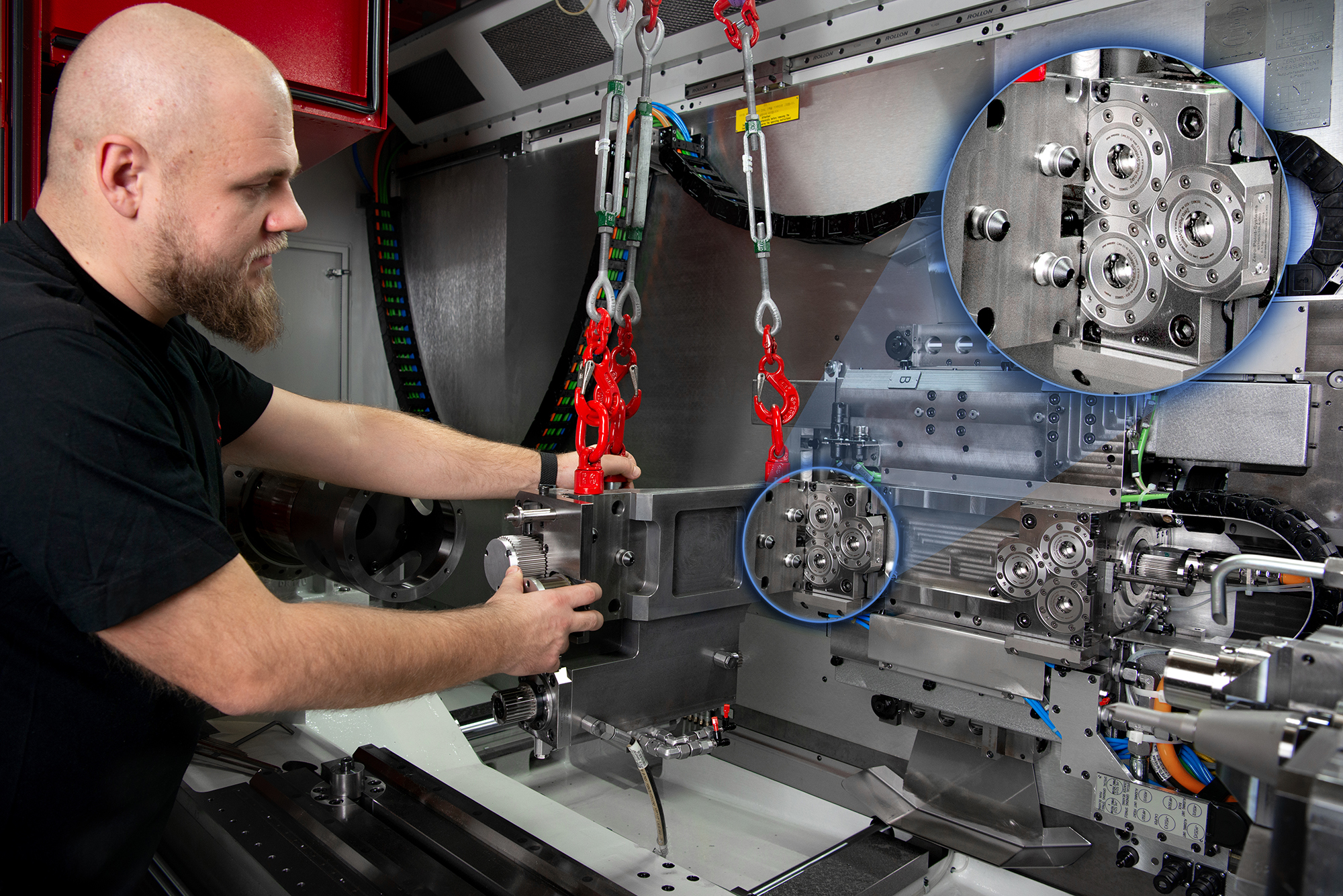
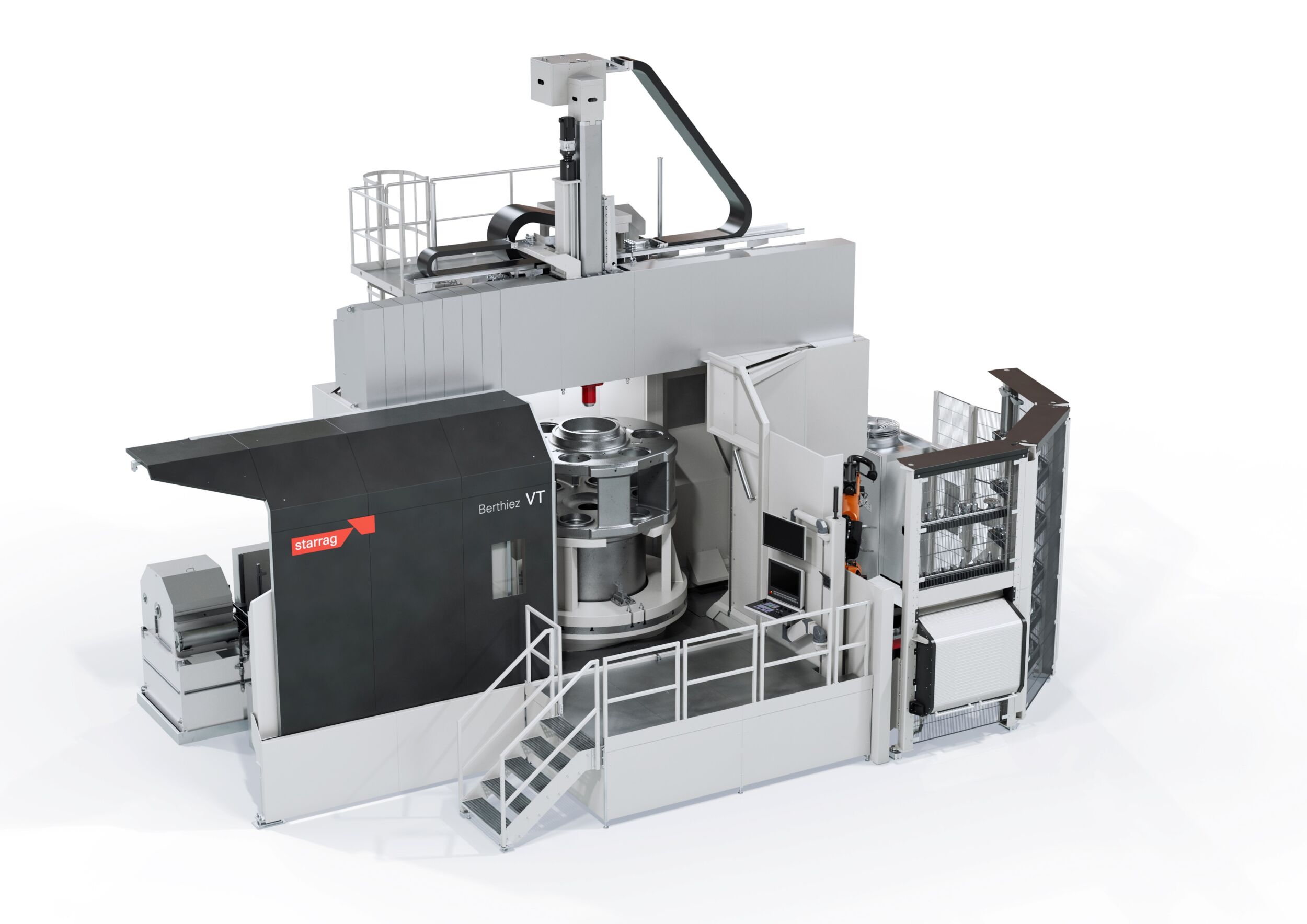
Eine Möglichkeit zur Erfassung der Zerspankraft ist, die auf die Werkzeugmaschinenstruktur wirkenden Deformationskräfte zu messen. In einem Projekt bei Minganti Global wurden Vertikaldrehmaschinen mit einem integrierten piezoelektrischen (PE) Sensor ausgestattet: Der PE-Oberflächendehnungssensor 9232A von Kistler ist hochempfindlich und kann sowohl Zug- als auch Druckdehnungen auf einer Oberfläche absolut präzise messen.
Zerspankraftmessung für sichere Prozesse
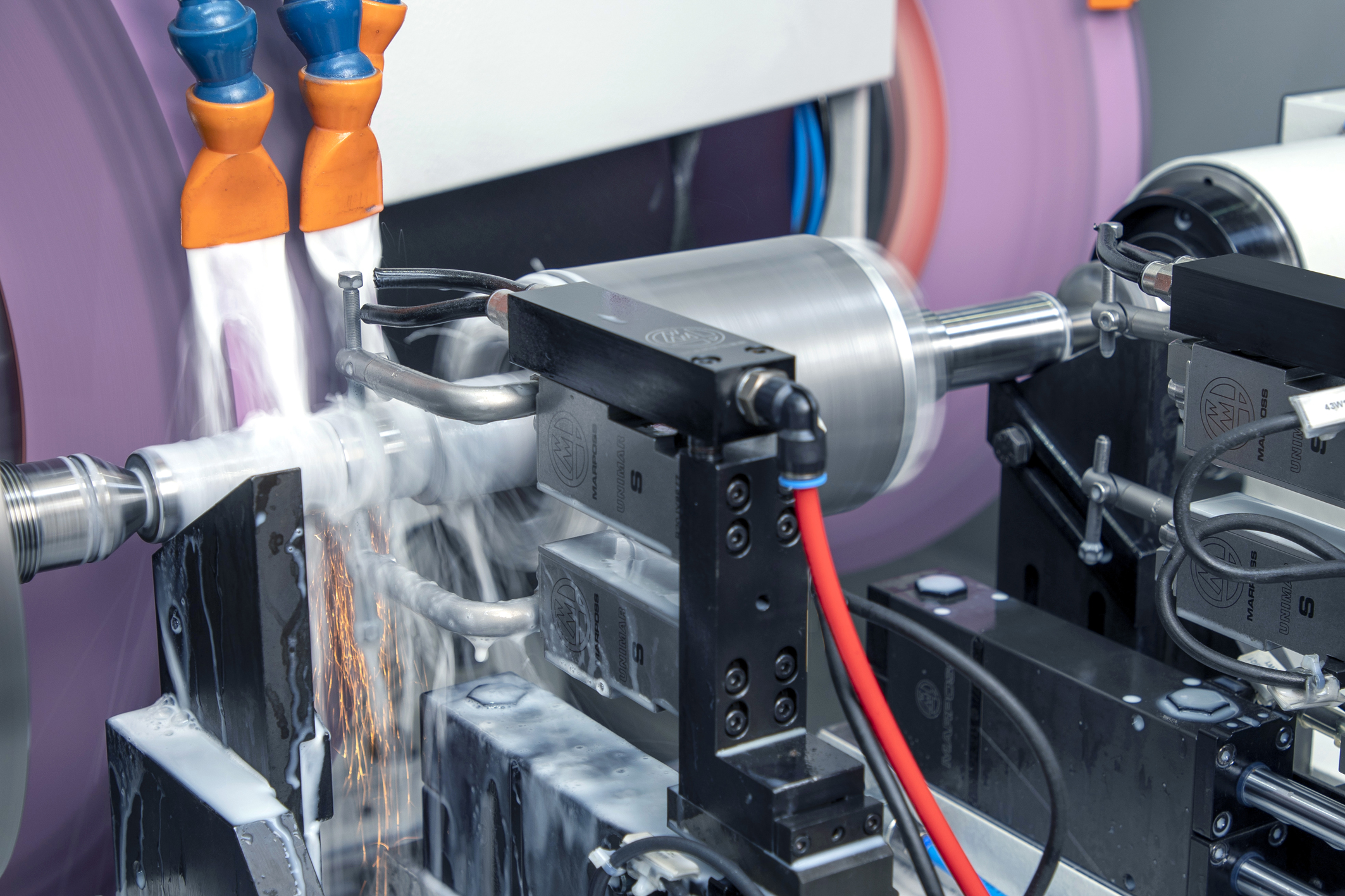
Ziel der Lösung ist, hohen Werkzeugverschleiß sowie -brüche zu erkennen und die Maschine im Fall eines Crashs zu stoppen. Darüber hinaus lässt sich die etablierte Kraftregelung auf Basis exakter Messdaten zum Überwachen und Verbessern der Profilgenauigkeit nutzen. Durch die beim Hartdrehen auftretenden enormen Radialkräfte wird der die Schneidwerkzeugaufnahmen haltende Stößel elastisch verformt. Auch wenn die Verformung minimal ist und von der Maschinensteuerung teilweise kompensiert werden kann, ist sie ausreichend groß, um von einem Dehnungssensor wie dem 9232A von Kistler erfasst zu werden.
Minganti Global
Das Unternehmen gehört zu den Marktführern für Hartdreh- und Honmaschinen, mit denen Lager und andere Komponenten für die Luft- und Raumfahrt, industrielle sowie Automotive-Anwendungen mit hoher Präzision gefertigt werden. Minganti mit heutigem Hauptsitz in Schweden installierte weltweit bereits tausende von Maschinen.
Die Maschinenüberwachung kann auch basierend auf Maschinensignalen erfolgen – die Qualität hängt jedoch vom Maschinentyp sowie Verschleißzustand diverser Komponenten ab. Ein Vergleich der Leistungssignale von Linearachsen mit den Messungen der Dehnungssensoren zeigt, dass die Maschinensignale teilweise Abweichungen aufweisen, die nichts mit dem Zerspanungsprozess zu tun haben – und daher für ein Überwachungssystem unzureichend sind, das auf den Werkzeugverschleiß oder die Produktqualität abzielt.

Um die Maschinenüberwachungslösung zu vervollständigen, entschieden sich Minganti und Kistler für den Einbau eines zweiten Sensors : Es handelt sich dabei um einen einachsigen, in den Stößel integrierten PE-Beschleunigungssensor 8274A. Er ergänzt die Kraft- (Dehnungs)-Messungen mit höherfrequenten Messungen, um plötzliche Änderungen im Prozess zu erkennen.
Hohe Profilgenauigkeit ohne zusätzlichen Aufwand
Das erweiterte System kommt zur Überwachung des Werkzeugverschleißes, zum Erkennen von Werkzeugbrüchen und zur Erkennung sowie Kontrolle von Maschinenausfällen zur Anwendung. Es lernt selbständig die regulären Signalpegel und überwacht dann die Abweichungen, um Anomalien zu erkennen. Auf diese Weise lassen sich Maßnahmen wie Werkzeugwechsel oder Maschinenstopp einleiten.