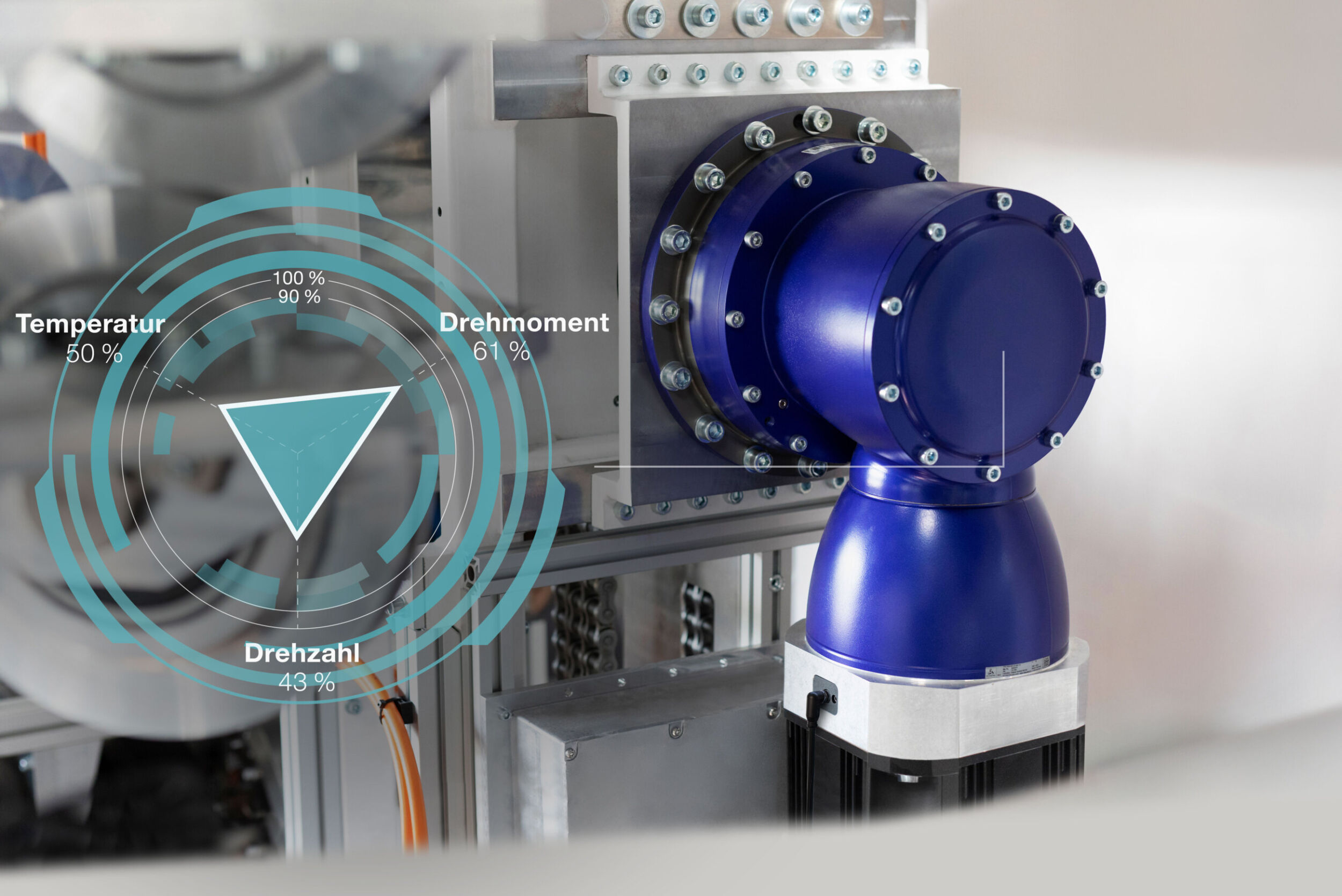
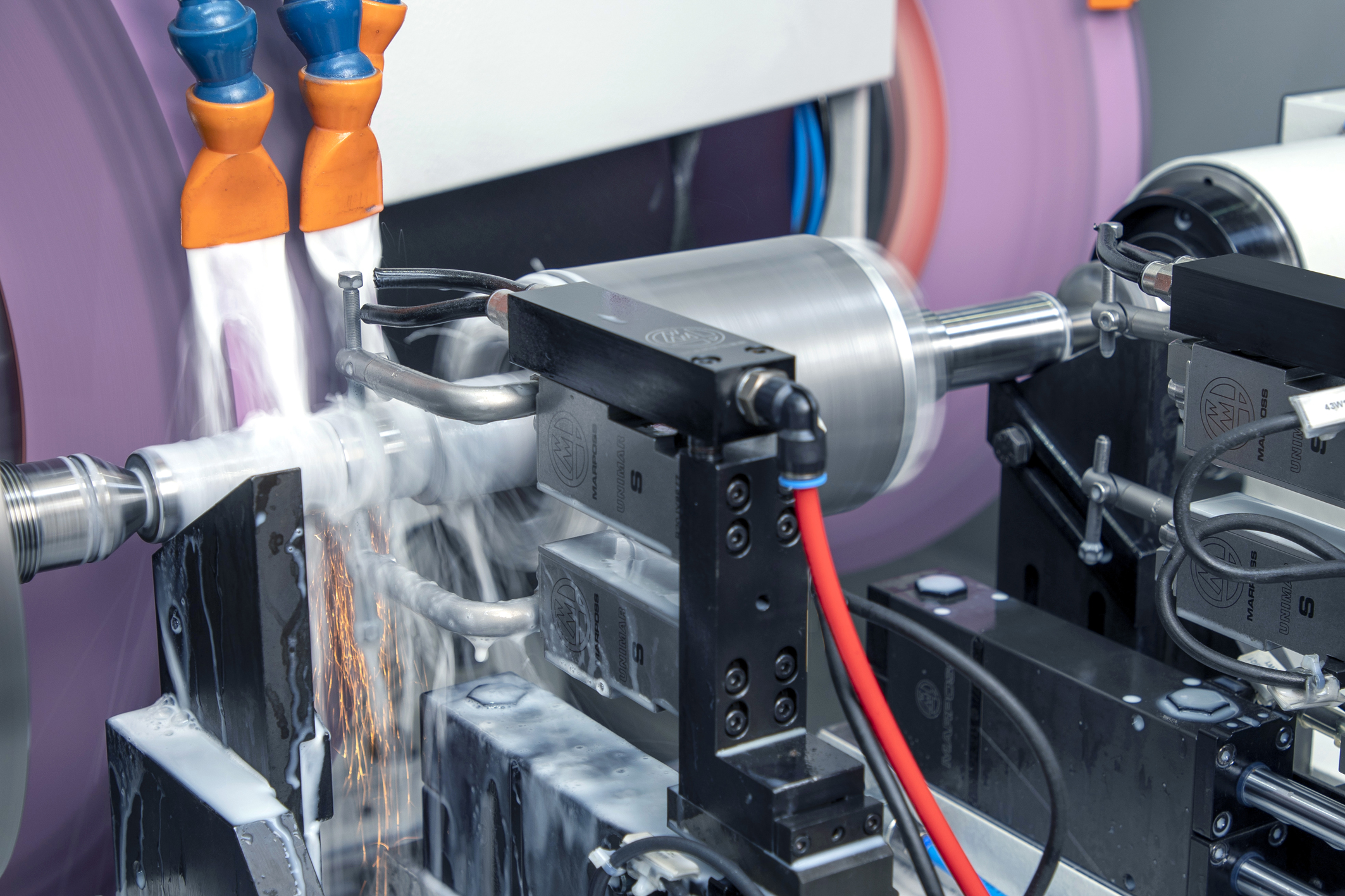
Einer der wichtigsten Qualitätsparameter von Lagerkomponenten ist die Profilgenauigkeit (Geradheit) der Oberflächen. Dies wirkt sich auf die Reibung zwischen den Wälzkörpern und den Ringen in einem Lager aus. Das Einhalten enger Toleranzen (3 bis 6µm) auf einem großen Ring (1 bis 2m Durchmesser) ist beim Hartdrehen eine herausfordernde Aufgabe, weshalb viele Lagerhersteller das Schleifen oder Honen als zusätzlichen Schritt durchführen. Das Maschinenüberwachungssystem von Kistler kann die Dehnung (Durchbiegung) des Werkzeugs auf indirekte Weise messen, sodass die Profilgenauigkeit (Formabweichung) auf dem Dehnungssignal (indirekte Kraft) deutlich sichtbar ist. Der Kraftsignaleingang lässt sich direkt während des Drehvorgangs verwenden, um die Schnittbedingungen entsprechend zu regeln (Kistler-Patent). So sind Durchbiegungen kompensierbar.
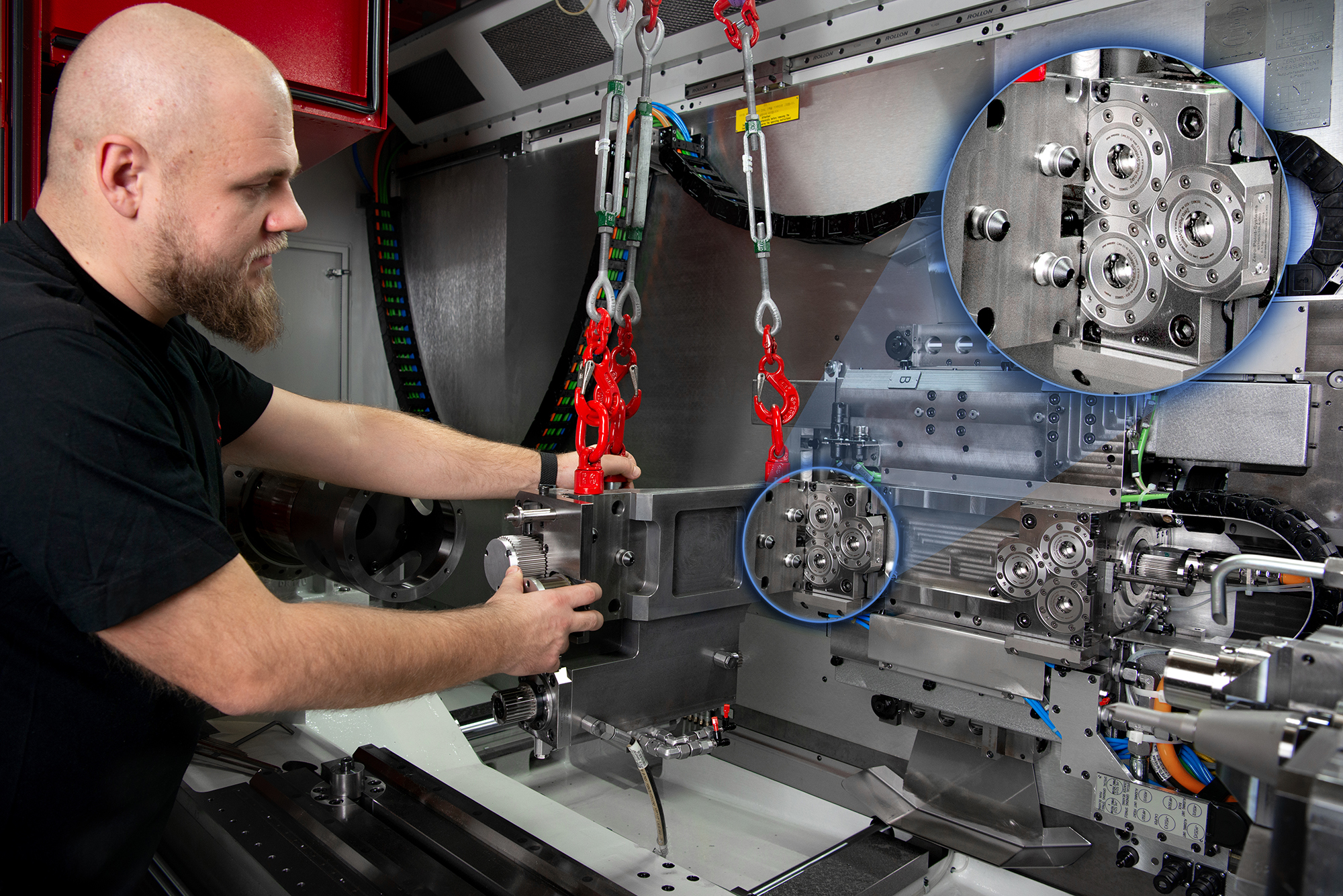
Marcus Caldana, CEO von Minganti, resümiert: „Wir wissen, dass insbesondere die Profilgenauigkeit in direktem Zusammenhang mit bestimmten Zerspankräften steht. Über die Messung der Zerspankraft durch das mit unserem Partner Kistler entwickelte Maschinenüberwachungssystem machen wir auch einen wichtigen Schritt in Richtung Profilgenauigkeitskontrolle durch intelligente Programmierung.“ In einem Folgeprojekt wird ein Werkzeugspanngehäuse mit integrierten piezoelektrischen Sensoren entwickelt. Die gemessenen Zerspankräfte sind als Referenz zur Entwicklung und Validierung verschiedener Sensorstrategien für Hartdrehmaschinen verwendbar.
Kistler stellt auf der Control 2025 in Stuttgart aus in Halle 7, Stand 7105.