Das Stuttgarter Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA ist im Bereich der Sägetechnologien eine der führenden Forschungseinrichtungen in Deutschland. Gemeinsam mit der Firma Kohnle Hartmetall-Werkzeug-Fabrik aus dem oberbayerischen Kolbermoor untersuchte das Institut den Einfluss einer inneren Kühlschmierstoffzufuhr (IKZ) beim Kreissägen.

Kreissägeblätter – von innen gekühlt
Eine der Herausforderungen bei der spanenden Bearbeitung ist der effiziente Einsatz des Kühlschmierstoffes (KSS). Für eine optimale Wirkung ist dieser möglichst nahe an die Zerspanstelle heranzuführen. Nachteilig beim Kreissägen sind die durch das ungünstige Durchmesser-zu-Dickenverhältnis entstehenden schmalen, tiefen Schnittfugen. Der Ort der Spanentstehung wird von Werkstück und Sägewerkzeug abgeschirmt und ist daher nur schwer zugänglich für den KSS aus einer konventionellen Überflutungskühlung.
Teilweise um mehr als 50 Prozent bessere Werte
Eine bessere Kühl- und Schmierwirkung verspricht hier eine innere Kühlschmierstoffzufuhr durch das Sägeblatt direkt zur Zerspanstelle. In Sandwichbauweise fertigt Kohnle hartmetallbestückte Kreissägeblätter, die über innere Zufuhrkanäle verfügen und jede einzelne Schneide mit KSS versorgen können. Die Zuleitung erfolgt über einen eigens angepassten Flansch, der über eine Drehdurchführung mit der KSS-Pumpe verbunden ist. Damit lässt sich eine innere Kühlschmierstoffversorgung an handelsüblichen Kreissägemaschinen als Nachrüstlösung ohne aufwändige Modifikationen umsetzen.

Bild: Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA
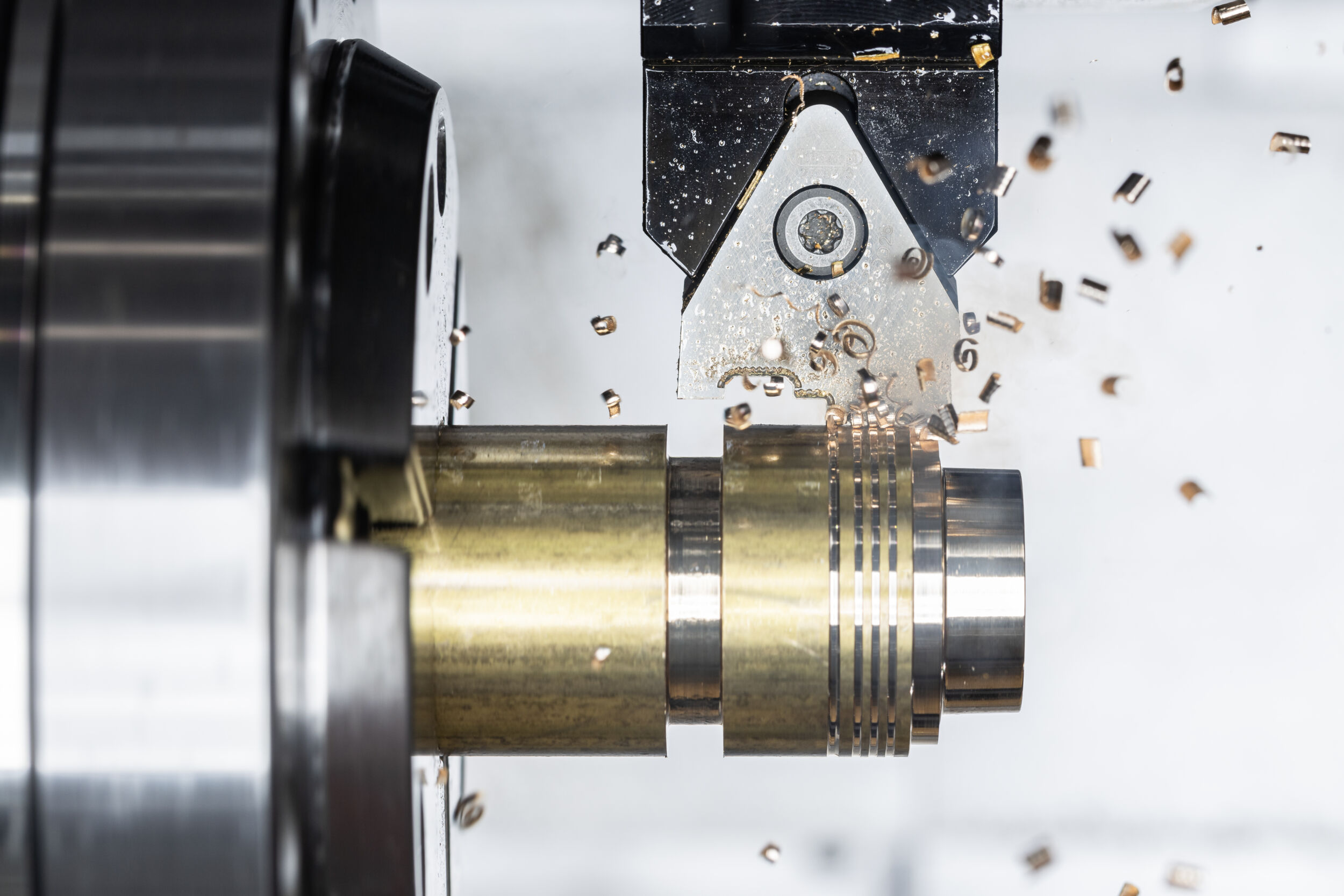
Am Fraunhofer IPA befindet sich eine Kaltkreissägemaschine, die für den Einsatz von Hartmetallblättern mit innerer Kühlschmierstoffzufuhr befähigt wurde. An ihr erfolgten vergleichende Versuche mit konventioneller Überflutungskühlung und innerer KSS-Zufuhr, um erstmalig die technische Machbarkeit unter Realbedingungen sowie die positiven Effekte einer Innenkühlung auch bei Kreissägeprozessen nachzuweisen. Dabei wurde mit einem prototypischen IKZ-Kreissägewerkzeug unter verschiedenen Schnittbedingungen Rundmaterial aus dem mittelschwer zerspanbaren Vergütungsstahl 42CrMo4 abgelängt und die Auswirkungen auf Spanbildung und Oberflächenqualität bewertet.
Untersuchungsergebnisse
Bei den erzeugten Spänen konnte anhand der Anlauffarben ein deutlicher Unterschied der Prozesstemperatur festgestellt und die verbesserte Prozesskühlung bei einer inneren KSS-Zufuhr nachgewiesen werden. Bei den mit konventioneller Überflutungskühlung erzeugten Spänen traten Färbungen im goldgelben bis braunroten Bereich in Erscheinung: Das lässt auf Temperaturen im Bereich von 230 bis 250°C schließen. Dieser Umstand deutet auf eine unzureichende Kühlschmierung im Schnittspalt hin. Hingegen zeigten die mit IKZ hergestellten Späne keine Anlauffarben und behielten die ursprüngliche Färbung des Werkstückwerkstoffes bei. Der KSS gelangt somit durch die Kanäle im Sägeblatt zur Zerspanstelle und führt die entstehende Wärme direkt ab, sodass es am Span zu keinen Temperatureinflüssen kommt.
Erkenntnisreiche Versuche
Im Gegensatz zu Bearbeitungsverfahren wie Drehen, Fräsen oder Bohren, bei denen die innere Kühlschmierstoffzufuhr etabliert ist und positive Effekte längst nachgewiesen sind, gibt es beim Kreissägen noch keine industriellen Anwendungen und kaum wissenschaftliche Untersuchungen zu dieser Technologie.
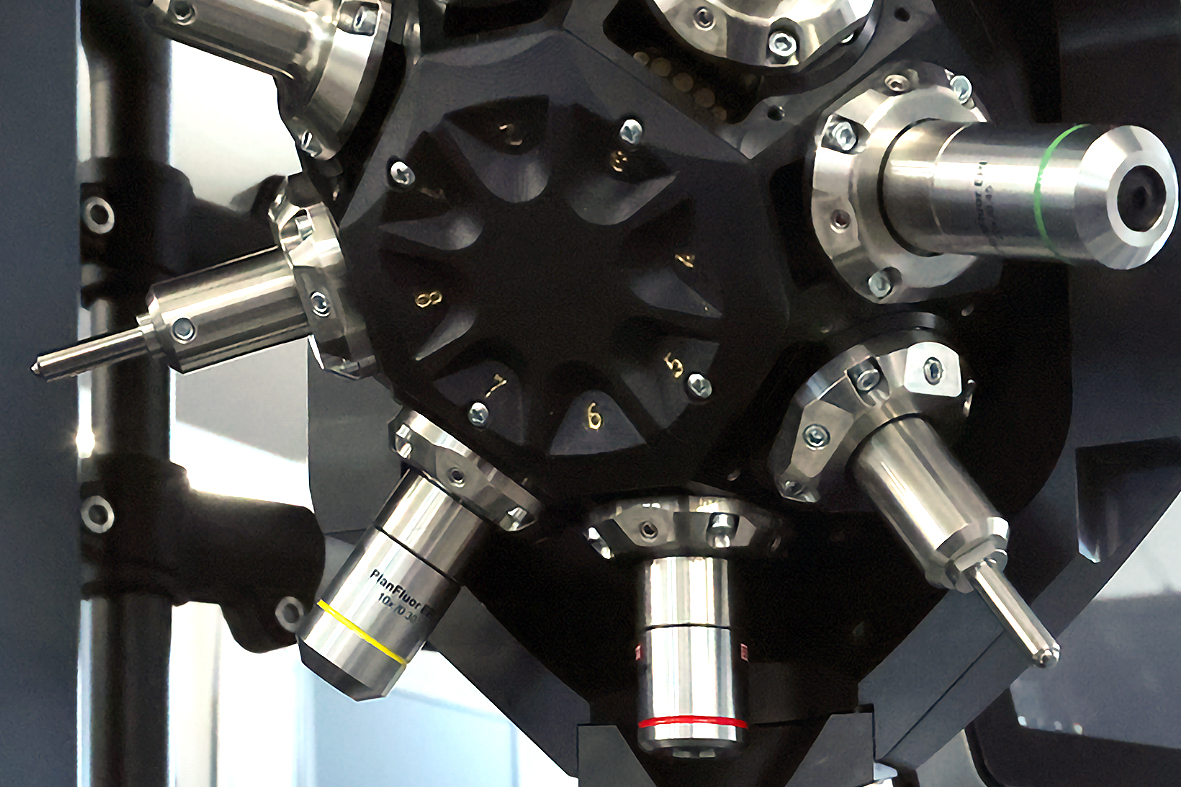
Als Qualitätskriterium zur Beurteilung der gesägten Oberflächen diente die Oberflächenrauheit. Mithilfe eines optischen Messsystems von Bruker alicona wurden dreidimensionale Abbilder der Oberflächen erstellt und von diesen Rauheitsprofile extrahiert. Daraus lassen sich für die periodische Struktur Kennwerte für die Rauheit ableiten, mit denen sich die einzelnen Oberflächen bewerten und untereinander vergleichen lassen. Bei durch Kreissägen mit IKZ hergestellten Oberflächen war die Rauheit deutlich geringer als bei solchen mit Überflutungskühlung.