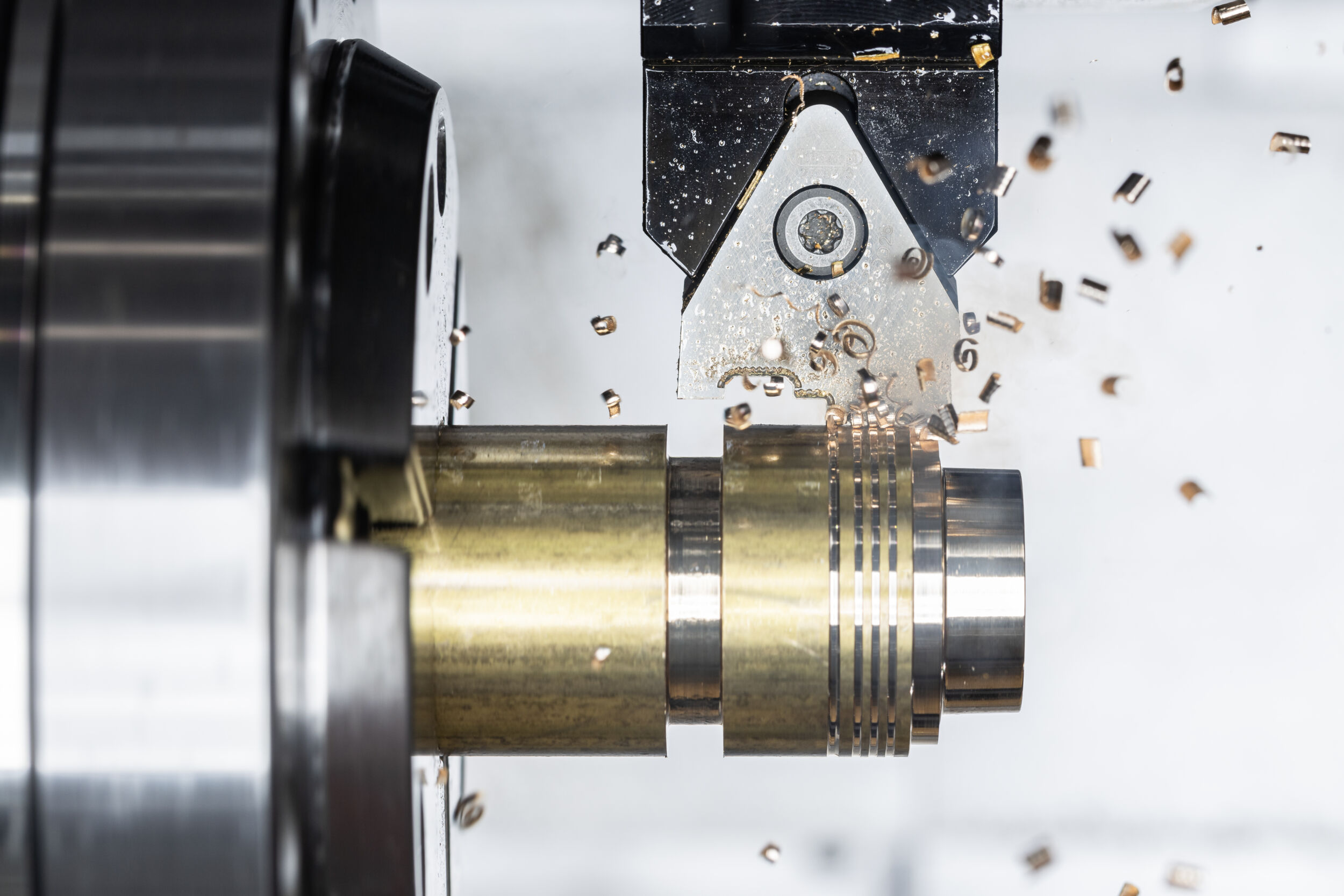
Bei Schnittgeschwindigkeiten von 140m/min und 0,08mm Zahnvorschub lag die gemittelte Rautiefe Rz an fünf verschiedenen Messstellen auf der Oberfläche zwischen 32 und 64µm für die Überflutungskühlung und mit Werten zwischen 18 bis 28µm teilweise um mehr als 50 Prozent geringer bei der inneren Kühlschmierstoffzufuhr. Insgesamt zeigte sich bei den Versuchen, dass die Werte für die IKZ geringer ausfielen. Des Weiteren bewegten sie sich in einer wesentlich kleineren Spannweite zwischen kleinster und größter gemessener Rauheit.
Neuartige Technologie mit Potenzial
Der positive Einfluss der inneren Kühlschmierstoffzufuhr auf Zerspanungstemperatur und Rauheit der bearbeiteten Oberflächen zeigt das Potenzial dieser neuartigen Technologie und bildet die Basis für weitere Untersuchungen. In Verschleißuntersuchungen soll der Einfluss der IKZ auf die Standzeit der Werkzeuge erfasst werden. Infolge der optimierten KSS-Zufuhr verbessern sich Kühlwirkung und Schmierung, womit signifikant höhere Werkzeugstandzeiten zu erwarten sind. Die Reduktion der Reibung kann zudem mit geringeren Prozesskräften einhergehen und Potenzial zur Energieeinsparung oder Performancesteigerung bieten.
Autoren: Dr. Christoph Birenbaum und Jochen Burkhardt, Fraunhofer-Institut für Produktionstechnik und Automatisierung IPA, Stuttgart
Michael Kohnle, Kohnle GmbH Hartmetall-Werkzeug-Fabrik, Kolbermoor