Der vor knapp 90 Jahren von Valentin Knott gegründete Betrieb ist aktuell weltweit an 18 Standorten vertreten und beschäftigt rund 2.500 Mitarbeitende. Die deutschen Standorte befinden sich in Bayern: Knott Regenstauf entwickelt, fertigt und liefert sämtliche Teile für Fahrzeuganhänger. In Eggstätt ist der Geschäftsbereich Bremsentechnik angesiedelt. Mit etwa 400 Personen ist das Werk das größere der beiden Standorte. Zu Beginn wurden hier vorwiegend mechanische Trommelbremsen produziert. Heute bietet Knott ein breites Portfolio an Industriebremsen an. Mit großer Fertigungstiefe entstehen in Eggstätt ausschließlich eigene Produkte.
Zeit ist Geld auch bei kleineren Serien
Verglichen mit der Großserienproduktion von Bremsen für den Pkw-Bereich, wo die Stückzahlen im Millionenbereich liegen und es in der Fertigung um Sekundenbruchteile geht, sind die Stückzahlen hier eher niedrig. Man sieht sich als Problemlöser und fertigt auch maßgeschneiderte Bremsen nach Kundenwunsch. „Wir sind zwar nicht auf große Serien aus, aber auch wir müssen möglichst schnell produzieren“, erklärt Andreas Neubauer, Leiter der mechanischen Fertigung. Knott setzt dabei zunehmend auf Automation. Während Einzel- oder Musterteile tagsüber gefertigt werden, legt der Roboter in der Nacht noch Teile für die Serie ein, um Losgrößen von 500 bis 1.000 Stück zu bearbeiten. Bei Bremskolben können es auch mehr sein. Von diesen Teilen für unterschiedliche Produkte stellen die Süddeutschen jährlich 100.000 Stück her.

Bei Knott Eggstätt laufen etwa 60 Maschinen zum Fräsen, Drehen und Drehfräsen. Gefräst werden in erster Linie Gussteile, während im Drehbereich hauptsächlich Stahl bearbeitet wird. Eine Beziehung zu Ingersoll besteht bereits seit vielen Jahrzehnten. Werkzeuge des Herstellers kommen hauptsächlich für das Fräsen und Bohren zum Einsatz. Als technischer Berater für Ingersoll ist Michael Bum etwa einmal pro Monat beim Kunden ‚vor Ort‘. Außerhalb dieser Routine fand ein Werkstattgespräch statt, zu dem Bum den Anwendungstechniker Jörg Goldbach vom Ingersoll TechCenter in Haiger mitbrachte, um Neuheiten vorzustellen und mögliche Verbesserungen zu diskutieren. Auch Mitarbeiter an den Maschinen nahmen daran teil.
Optimierungsvorschlag vom Maschinenbediener
Von einem Maschinenbediener kam die Anregung, einen Bearbeitungsschritt für einen hydraulischer Gleitsattel mit einem passenden Werkzeug anstatt mit zwei Schnitten nur noch mit einem auszuführen. Von dem aus Sphäroguss EN-GJS-500-7 bestehenden Bauteil produziert Knott rund 5.000 Stück im Jahr. Um zu überprüfen, ob sich der Vorschlag umsetzen lässt, nahmen die Ingersoll Techniker gleich alle relevanten Informationen auf. Neben den Eigenschaften des Werkstücks waren dies vor allem Werte der Maschine, wie Schnittleistung, Schnittkraft, Drehmoment und Spindelleistung. Auch auf die vorhandene Spannsituation wurde ein Augenmerk gelegt.
Prozess-Engineering optimiert Bauteilzerspanung
Knott bearbeitet die Bauteile auf einer Mazak Vortex 630 V/6. Diese ist mit einer weiteren Mazak und einer Beladestation für Spanntürme zu einer Maschinengruppe angeordnet, für die nur ein Bediener erforderlich ist. Etwas heikel sei die Aufspannung, wie Neubauer erläutert: „Wir haben es oft mit Gussrohlingen zu tun, die wir mit Spannpratzen auf den Fräszentren aufspannen. Dabei ist die Aufspannung nicht immer sehr stabil.“
Scheibenfräser als Sonderanfertigung
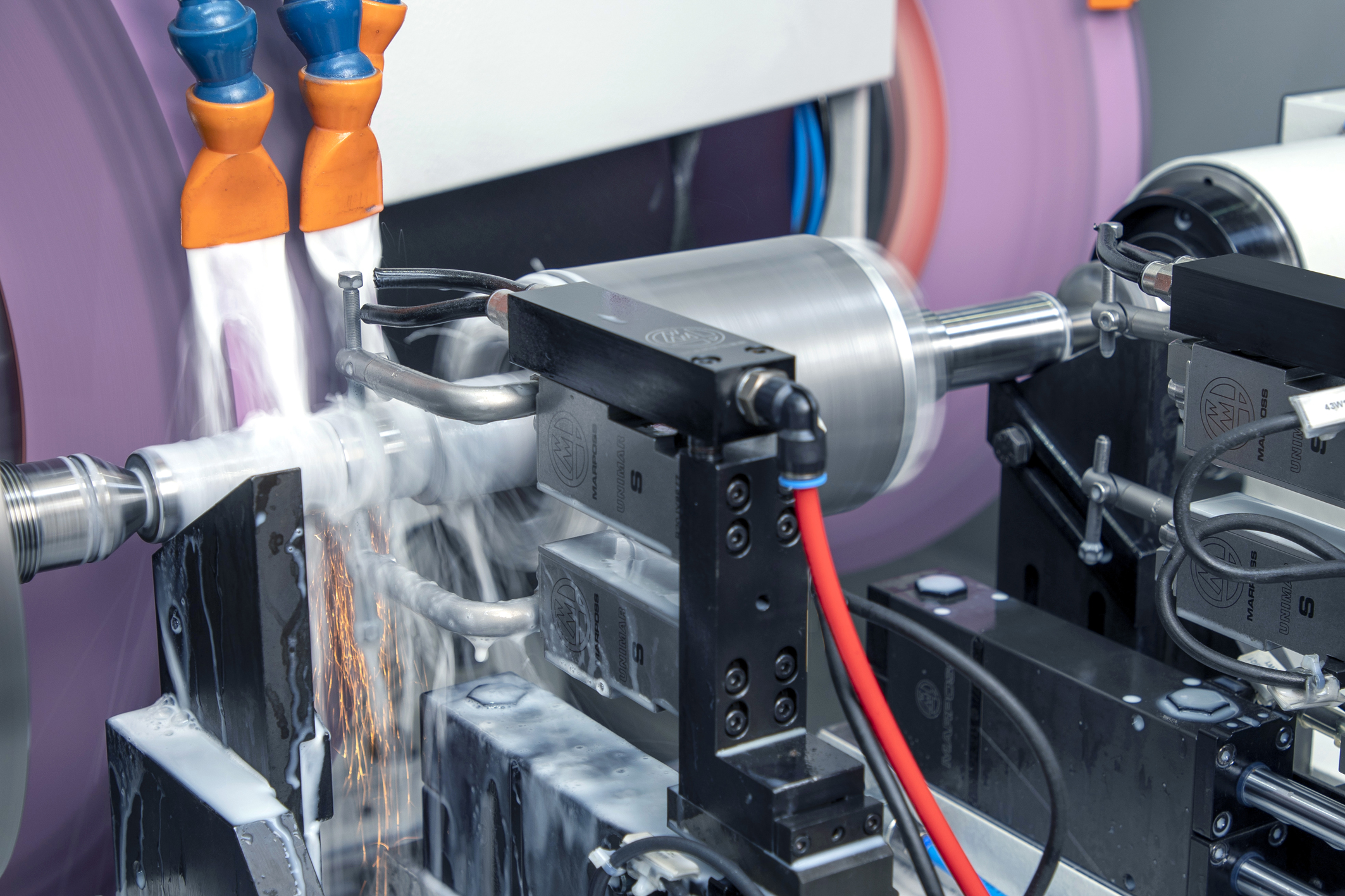
Im Ingersoll TechCenter kamen die Profis zu dem Ergebnis, dass die Bearbeitung in einem Schnitt umsetzbar ist und legten entsprechend einen Scheibenfräser dafür aus. Im Gegensatz zum Vorgängerwerkzeug – einem radialen Scheibenfräser eines anderen Herstellers – entschied sich Ingersoll für eine tangentiale Lösung. Die Bearbeitung gelingt damit stabiler und erlaubt auf der vorhandenen Maschine etwas mehr Vorschub in dem relativ leicht zerspanbaren Guss.

Das Ergebnis übertraf die ursprünglichen Erwartungen. Anstatt mit einem Schnitt wie bisher mit zwei Schnitten die Bearbeitungszeit zu halbieren, wurde sogar eine Zeiteinsparung von 60 Prozent erreicht. Für die Wendeschneidplatten wählte Ingersoll ein optimal zum verwendeten Werkstoff geeignetes Substrat. Ebenso erfolgte eine Anpassung der Schneidengeometrie.