Das Unternehmen Harald Kosche aus Klagenfurt in Österreich und sein gleichnamiger Geschäftsführer sind schon lange im Markt vertreten. Als gelernter CNC Fertigungstechniker verschlug es Harald Kosche 1991 in den Anlagenbau, wo er als Geschäftsführer bis 2005 weltweit Anlagen zur Produktion von glasfaserverstärkten Rohren mit einem Durchmesser von bis zu 4m baute.
Doch seine Vorliebe für die Metallbearbeitung führte ihn 2005 wieder zurück zur Fertigungstechnik, wo er seit 2009 als Geschäftsführer die Geschicke des Betriebs Harald Kosche leitet. Als Lohnfertiger ist er für Kunden aus dem Maschinenbau, der Stahlbearbeitung, Rohrproduktion, der Elektronik und für Zulieferer für die Elektronikindustrie tätig.

„Wir haben heute sechs CNC-Drehbänke, vier 5-Achs-Fräsmaschinen und eine 3-Achs-Fräsmaschine, auf der wir unsere vielfältigen Bauteile bearbeiten“, fasst Kosche zusammen. „Eine weitere 5-Achs-Fräsmaschine kommt demnächst.“ Außerdem ist die Firma auch im Drahterodieren und mit einer Flachschleif- sowie einer Rundschleifmaschine als Anbieter präsent.
Herausforderung: Härte und Präzision
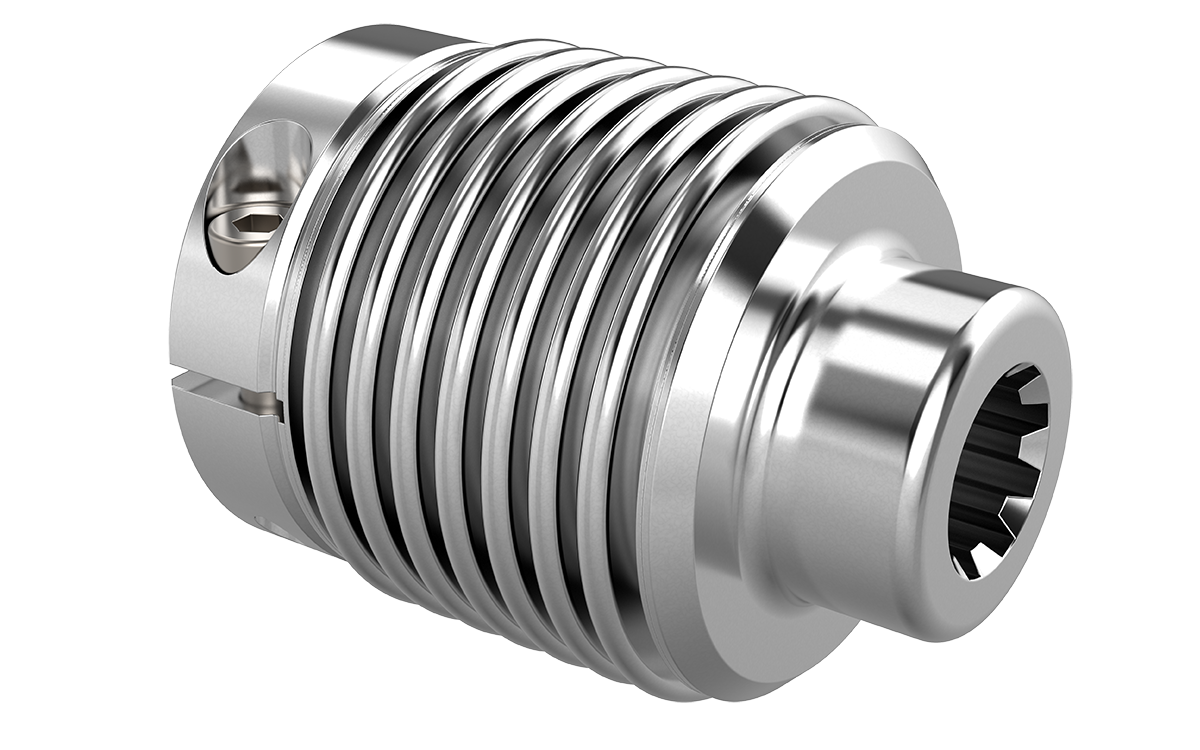
Schon seit mehreren Jahren bearbeitet Harald Kosche und sein 10-köpfiges Team aus Facharbeitern spezielle Bauteile im Bereich CNC-Drehen. Es handelt sich dabei um Hochpräzisionsrohre aus Edelstahl. „Aus Blechstreifen werden runde, geschweißte Rohre produziert, bei denen die Rollen für die Walzgerüste hochpräzisionsgenau sein müssen“, erklärt Kosche. „Wir haben Toleranzen bei diesen Rollen, bei denen wir Plus-Minus ein Hundertstel fahren müssen – und das mit gehärteten Rohlingen.“
Project Engineering
Weitere Informationen zum Serviceangebot Project Engineering von Ceratizit finden Interessierte unter: cutting.tools/de/prozessoptimierung. Mehr Infos zu den VHM-Fräsern aus der SilverLine sowie einige Produktvideos gibt es unter: cutting.tools/de/silverline.
Im Klartext bedeutet das, die Firma Kosche muss die Rollen vorbereiten, auf eine Härte von bis zu 64HRC härten und anschließend noch nachbearbeiten. „Im Bereich kubisches Bohrnitrid mit Härten über 60HRC zu bearbeiten, ist eine echte Herausforderung“, bestätigt Andreas Schober, technischer Berater und Verkäufer bei Ceratizit. „Die Kombination aus Härte, Genauigkeiten und Oberflächengüten ist erschwerend. Dieses Problem konnten wir allerdings mit unseren CBN-Platten für die Hartbearbeitung perfekt lösen.“
Bearbeitungszeit halbiert
Als Harald Kosche von einem internationalen Kunden für die Fertigung sogenannter Roller-Holder angefragt wurde, wandte er sich erneut an Ceratizit. Andreas Schober erinnert sich: „Herr Kosche hat mich auf unser Project Engineering angesprochen, das ich ihm ein paar Wochen zuvor vorgestellt hatte und genau für solche Situationen prädestiniert ist.“ Beim Project Engineering handelt es sich um ein Serviceangebot von Ceratizit, bei dem individuelle Bearbeitungsstrategien und Werkzeuglösungen für Fertigungsbetriebe ermittelt und adaptiert werden. Der Werkzeughersteller garantiert dabei, Fertigungsprozesse maßgeblich zu optimieren.

„Obwohl es sich bei den Roller-Holdern eigentlich nur um Halterungen für Rollen in der Stahlproduktion handelt, haben es die Bauteile ganz schön in sich“, erläutert Kosche. „Die haben zentrale Ölschmierungen, Bohrungen, Durchgangsbohrungen oder lange Bohrungen für die Wasserkühlung.“
>>Bearbeitungszeiten einsparen, Kosten senken<<
Zudem bestehen die Teile aus unterschiedlichen Gussarten oder es sind sonstige Schmiedeteile, was die Bearbeitung zusätzlich erschwert. Nachdem das Ceratizit Team die bisherige Bearbeitungsstrategie analysierten, konnte rasch eine Lösung erarbeitet werden. „Andreas Schober empfahl mir neue Werkzeuge, die ich noch gar nicht kannte“, erinnert sich Kosche. „Zum Beispiel den universell einsetzbaren VHM-Bohrer WTX-Uni oder den Hochleistungsfräser CCR, der mich extrem beeindruckt hat. Allein durch den Einsatz dieser neuen Werkzeuglösungen haben wir das vorgegeben Ziel erreicht. Wir haben unsere Bearbeitungszeit von 115 auf 55min reduziert und damit mehr als halbiert.“ Darüber hinaus lobt Harald Kosche die hohe Prozesssicherheit und Standzeiten der Werkzeuge.
70 Prozent Laufzeit eingespart
Solche Ergebnisse beflügelten Kosche auch beim nächsten Auftrag, die Unterstützung von Ceratizit in Anspruch zu nehmen. Dieses Mal ging es um einen Roller-Holder in Großformat. In der Vergangenheit fertigte das Klagenfurter Unternehmen diese Teile vereinzelt für ihren Kunden. Die neue Ausschreibung umfasste nun jedoch 160 Teile; dementsprechend groß war der Wettbewerb um diesen Auftrag.