Fischer Werkzeugbau blickt, wie viele ostdeutsche Betriebe, auf eine bewegte deutsch-deutsche Geschichte zurück. Dort, wo das Unternehmen angesiedelt ist, stand schon zu DDR-Zeiten ein metallverarbeitender Betrieb, in dem Holzbearbeitungswerkzeuge, technische Messer und Sägeketten für Kettensägen gefertigt wurden. Nach der Wende war der Betrieb im Vergleich zu jenen aus Westdeutschland als Ganzes nicht konkurrenzfähig. Deshalb entschied sich Gründer Hartmut Fischer für ein Management-Buyout: Er überführte den Werkzeugbau des volkseigenen Betriebs in sein Privateigentum.
Fischer sah darin Potenzial für den Fortbestand der Abteilung: „Unser Glück war damals, dass wir eine nagelneue Drahterosionsmaschine hatten – von der Firma Agie aus der Schweiz, heute GF Machining Solutions. Die Leute im Westen waren ganz überrascht, dass bei uns eine so hochwertige Maschine stand. Auf diese Weise gelang es mir, Kunden im Westen zu finden. Von da an sind wir gewachsen. Wir bekamen mehr und mehr Kunden und übernahmen komplexere Aufgaben. Auch heute sind unsere Draht- und Senkerosionsmaschinen immer noch von GF – aufgrund ihrer räzision und Zuverlässigkeit.“
Heute beschäftigt Fischer Werkzeugbau über 80 Mitarbeiter und fertigt sowohl Spritzguss- als auch Stanzwerkzeuge. Kunden, die zu Fischer mit den CAD-Daten eines Bauteils kommen, erhalten nach nur wenigen Tagen ein Angebot und etwa acht bis zehn Wochen später kann das Werkzeug fertig sein. „Wir sind mit interner Konstruktion, Fertigung und Testmöglichkeiten praktisch komplett vertikal integriert – und das ist schon eine Besonderheit“, erklärt Geschäftsführerin Silvia Fischer.

Automation großer Bauteile auch in Losgröße 1
„Nur wenn Späne fallen, wird auch Geld verdient“, erklärt Hartmut Fischer. „Deshalb sind wir auf die Mikron HPM 1850U umgestiegen. Mit der Maschine lassen sich Bauteile Fünf-Achs-Simultanfräsen. Sie hat einen weiteren, entscheidenden Nutzen. Während wir bereits weite Teile unserer anderen Fräsprozesse automatisiert haben, hielten uns die Größe und das Gewicht der Grundplatten davon ab, auch in diesem Bereich zu automatisieren. Das ist nun anders: Die HPM erlaubt uns, Werkstücke bis 1250x1000mm auf drei Wechselpaletten einzuspannen.“
Zwischen diesen kann die Maschine vollautomatisch wechseln. Dadurch ergeben sich diverse Vorteile: Zum einen läuft das Aufspannen und Entladen hauptzeitparallel- die Maschine fräst, während ein Mitarbeiter die Paletten bestückt. Des Weiteren gestattet sie mannlose Schichten. Bei Fischer gibt es einen Dreischichtbetrieb mit einer reduzierten Nachtschicht. Durch die Automation bleibt die volle Produktivität auch nachts und teilweise am Wochenende erhalten. Hartmut Fischer ist sich sicher: „Die Automation ist nicht nur etwas für die Serienfertigung, wie viele behaupten. Wir können das nicht bestätigen. Die Zeitersparnis beim Umrüsten, die mannlosen Schichten – das alles zahlt sich aus, auch bei Losgröße 1.“
Bereit für den mannlosen Betrieb
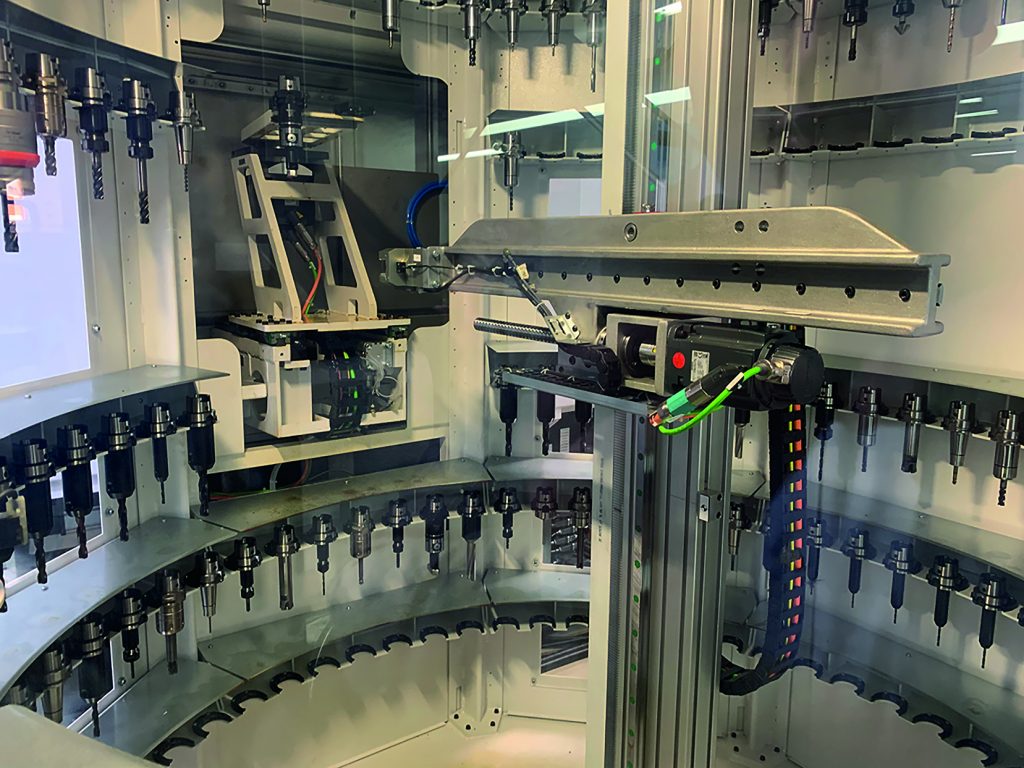
„Die Mikron HPM 1850U wurde durch und durch als automatisierte Maschine konzipiert“, erklärt GF-Verkaufsingenieur Frank Seifert. „Das wird schon am Werkzeugmagazin deutlich. Oft benötigen unterschiedliche Werkstücke auf den Paletten auch verschiedene Werkzeuge. Damit diese und eventuell nötige Schwesterwerkzeuge auch automatisiert zugeführt werden können, bedarf es Platz. Die Mikron HPM 1850U verfügt über ein Werkzeugmagazin mit 238 Plätzen. So kann Fischer wirklich alle Kombinationen an Teilen automatisiert fertigen.“

Die Mikron HPM 1850U ist auch per Kran optimal zugänglich. Dadurch sind alle Paletten jederzeit für schwere Werkstücke erreichbar. Der Fokus lag aber auch auf dem Bediener: Auf Treppen oder Gitterroste wurde genauso verzichtet wie auf hohe Podeste. Die Paletten in den zwei Rüstplätzen lassen sich hydraulisch auf eine angenehme Arbeitshöhe absenken und um 360° drehen. Die Hub- und Absenkbewegungen der Paletten sind dabei hervorragend gedämpft und stören nicht beim Fräsen.











