Watts Industries Deutschland ist die deutsche Tochter des weltweit agierenden Unternehmens Watts Water Technologies, das 2022 weltweit mit über 4.500 Beschäftigten einen Umsatz von rund zwei Milliarden US-Dollar erzielte. Mehr als 170 Personen stellen am Standort Landau in der Pfalz mit hoher Fertigungstiefe vorwiegend Produkte für wasserführende Heizungs- und Klimaanlagen her (www.watts.eu). Werkzeugmaschinen aller Art arbeiten hier im Schichtbetrieb, darunter auch mehrere Bearbeitungszentren. Über zehn Jahre lang war das Be- und Entladen dieser BAZ Aufgabe angelernter Mitarbeiter. Warum das Unternehmen dennoch dringend in die Automation dieser Maschinen investieren musste, bringt Industrial Engineer Andreas Becker auf den Punkt: „Wir leiden hier am Standort massiv unter Personalmangel. Um den kontinuierlichen Betrieb der Maschinen im Schichtbetrieb sicherzustellen, blieb nur die Investition in Roboter. Dieser Schritt eröffnete u.a. die Möglichkeit, die frei werdenden Mitarbeiter an den Maschinen für höherrangige Aufgaben zu qualifizieren.“
Durchgängig automatisiert
Das Vorhaben ging mit einigen Herausforderungen einher. Heiko Röhrig, Vertriebsleiter beim mit dem Projekt beauftragen Unternehmen EGS Automation (www.egsautomation.de) erinnert sich: „Die Automatisierung von Werkzeugmaschinen mit Yaskawa-Robotern ist für uns Standard. Bei Watts sah die Sache aber anders aus. Hier bereitete uns nicht nur das stark eingeschränkte Platzangebot in der Fertigung Kopfzerbrechen, sondern auch die mit hohen Toleranzen versehene Bereitstellung der Teile in Werkstückträgerwagen.“
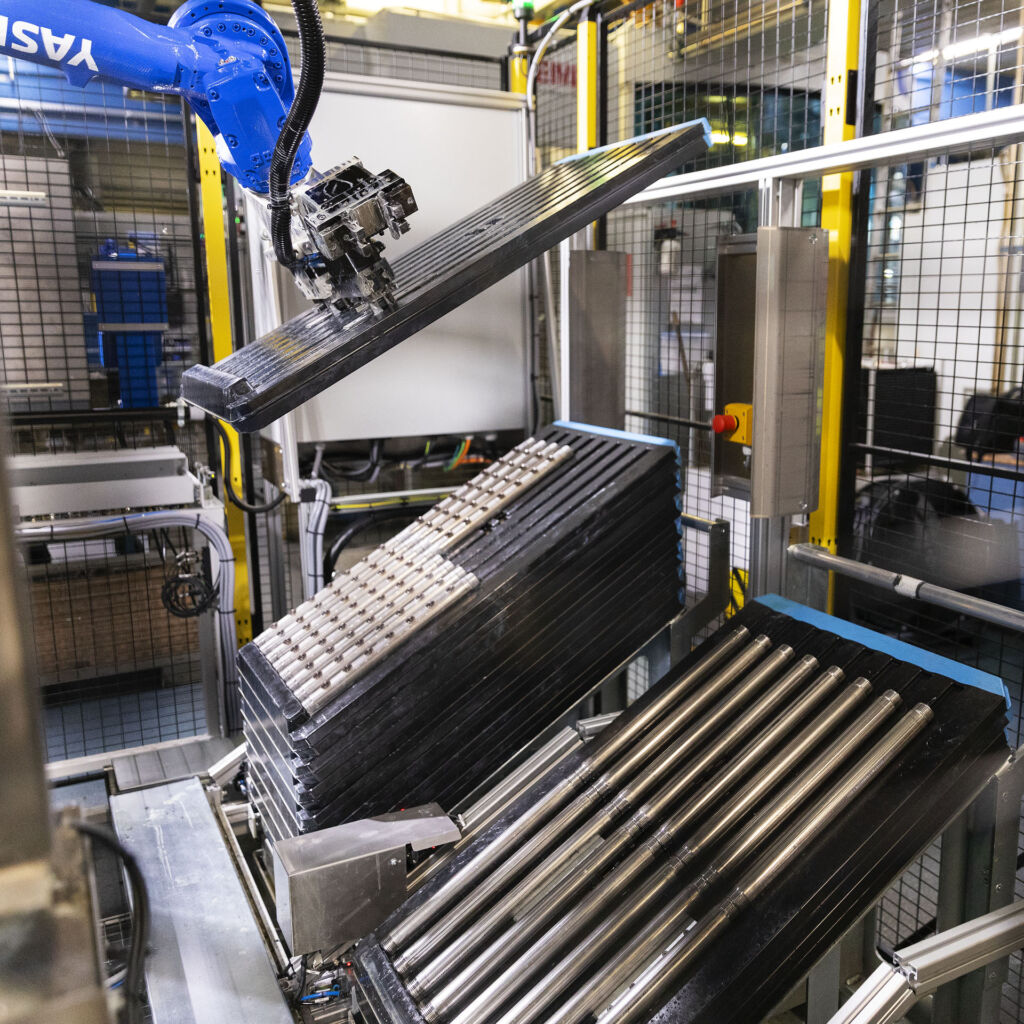
Bei diesen Wagen handelt es sich um Schweißkonstruktionen aus Blech, die größere fertigungstechnische Toleranzen aufweisen können. Auf einem Wagen finden übereinander gestapelt und schräg gestellt bis zu 15 Werkstückträger mit bis zu 48 Teilen Platz. Um die Toleranzen der Wagen für die präzise Roboterhandhabung auszugleichen, ließ sich EGS Automation eine überzeugende Lösung einfallen: Jeder Yaskawa-Sechsachser vom Typ Motoman GP50 ist mit einem gegen Kühlschmierstoffe resistenten Sensor am Greifwerkzeug ausgestattet. Damit fährt der Roboter mehrere definierte Positionen an und ermittelt daraus einen Korrekturfaktor für das aktuelle Koordinatensystem. Ist die tatsächliche Stapelhöhe samt eventuell vorhandener Verkippung ermittelt, startet die eigentliche ‚Challenge‘ für den Roboter.
Vier Rohre simultan bearbeiten
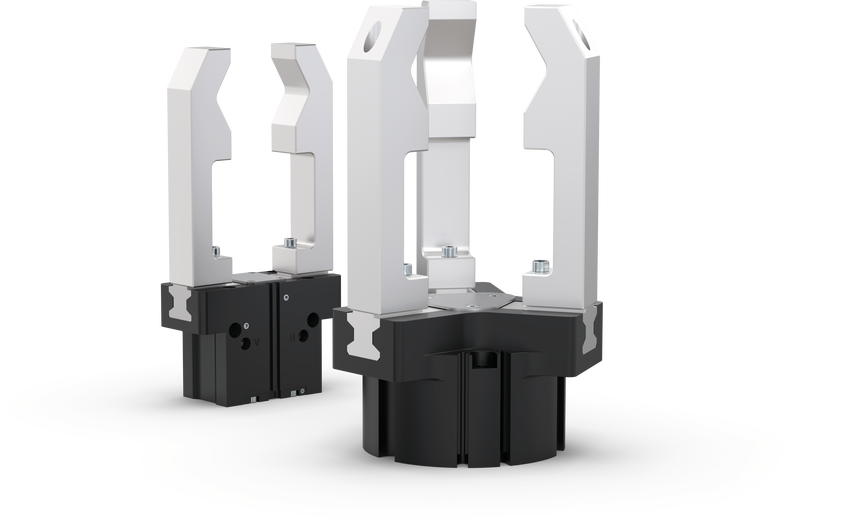
Sobald sich die Türen des BAZ öffnen, zählt jede Sekunde. Der Yaskawa-Sechsachser fährt zügig in den Arbeitsraum der Maschine, entnimmt mit seinem Doppelgreifer zwei der insgesamt vier bearbeiteten Rohre und legt sie auf einer Zwischenablage ab. Dort holt er sich zwei unbearbeitete Teile, legt sie in die Maschine ein, entnimmt im gleichen Arbeitsgang das letzte bearbeitete Paar aus der Maschine und belädt sie mit dem zweiten unbearbeiteten Teilepaar. Dann raus aus der Maschine, Türe zu und weiter geht´s mit der Bearbeitung von jeweils vier Rohren in einer Aufspannung.
Erst nach erfolgter Be- und Entladung erschließt sich, warum der Motoman GP50 mit einem weiteren Einzelgreifer ausgestattet ist. Dazu Heiko Röhrig: „Die Rohre erreichen die Anlage in dicht gepackten Kunststoffblistern, die die gleichzeitige Entnahme von zwei Rohren mit dem Doppelgreifer nicht zulassen. Da wir während der Hauptzeit der Maschine ausreichend Zeit haben, lassen wir den GP50 die Rohre Teil für Teil auf eine Zwischenablage in doppelgreifertauglichem Abstand vereinzeln. Von dort aus kann der Sechsachser die Rohre paarweise handhaben, was die Be- und Entladezeit an der Maschine signifikant reduziert.“
Rechnerisch programmieren statt teachen
Rohrrohlinge in Längen von 120mm bis 750mm, in zwei unterschiedlichen Durchmessern sowie wahlweise in Messing oder Edelstahl lassen die Variantenanzahl bereits heute auf über 50 steigen. „Um den großen Aufwand für das Teachen der zahlreichen Varianten zu vermeiden, setzen wir auf ein rein rechnerisch aufgebautes Programm. Hier gibt der Bediener selbst für neu hinzukommende Varianten nur bestimmte Parameter wie Rohrlänge, Bohrungsabstand etc. ein – und das Programm erledigt den Rest. Teachaufwand wird somit komplett vermieden“, so Heiko Röhrig.