Die Fluidtechnik ist neben der Antriebstechnologie eine der wichtigsten Zulieferbranchen für die gesamte Industrieproduktion. Mapal führt diesen bedeutenden Bereich künftig als strategisches Marktsegment. Bei anspruchsvollen Bearbeitungen für Hydraulikteile setzen Kunden seit vielen Jahren auf die Expertise des Werkzeugherstellers, der als Lösungsanbieter zudem Konzepte für die kostenoptimierte Fertigung des ganzen Produkts hat.

Portfolio bestens geeignet
Der Fluidtechnik aus Deutschland bescheinigt der VDMA in einer Branchenanalyse eine besonders hohe Innovationskraft. Deutschland erreicht eine Exportquote von 60 Prozent und ist weltweit in dieser Branche der wichtigste Lieferant. Die in der Fluidtechnik zu zerspanenden Werkstoffe Gusseisen, Stahl, rostfreie Stähle und Nichteisenmetalle eignen sich bestens für das Produktportfolio des Werkzeugherstellers.
>>Kostentreiber ausfindig machen und eliminieren<<
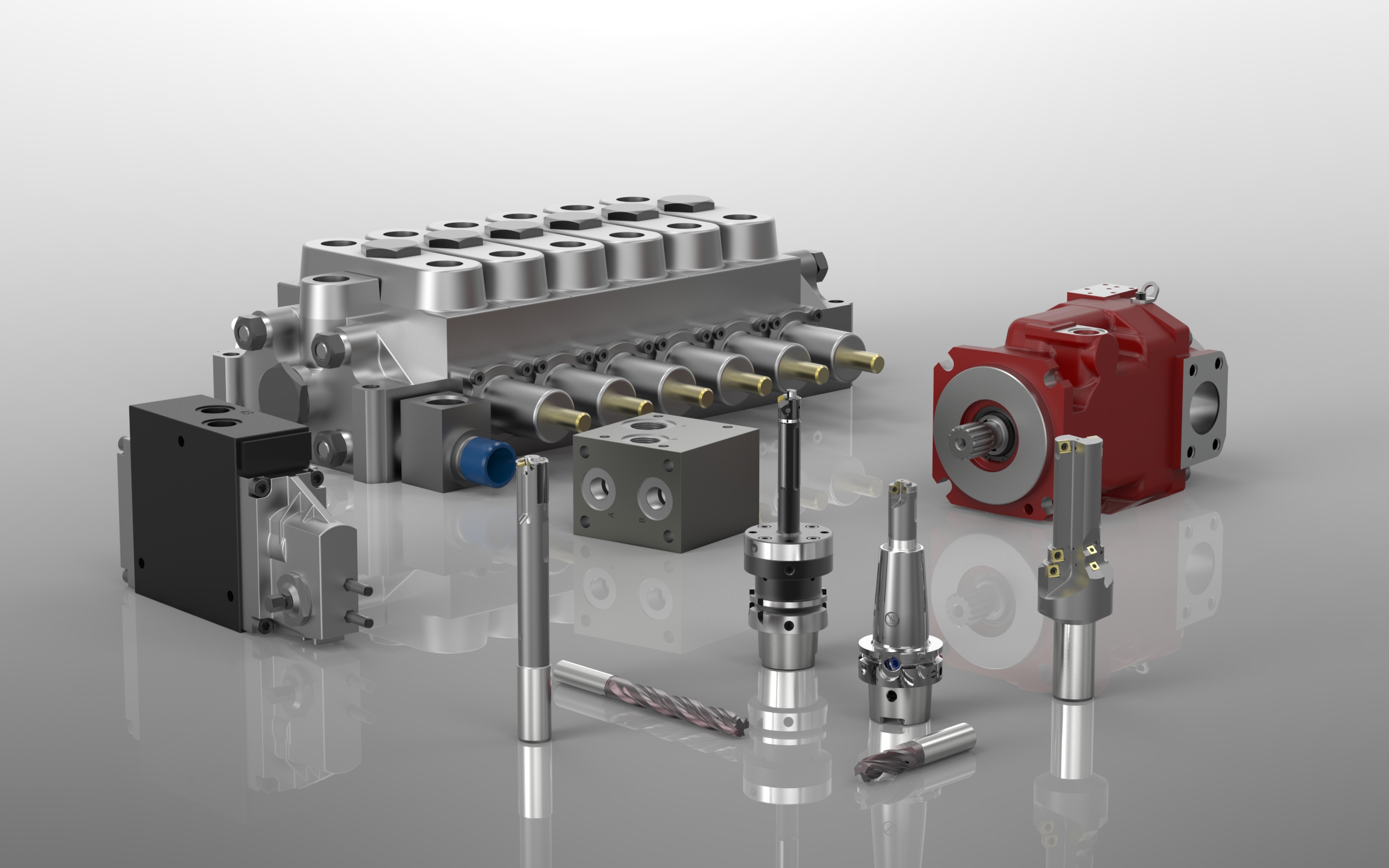
Über die Ausführung anspruchsvoller Bearbeitungsschritte hinaus kann Mapal hier als Technologiepartner den gesamten Prozess weltweit unterstützen, etwa bei der Bearbeitung von Ventilgehäusen. Deren Fertigung zählt zur Königsdisziplin in der Hydraulikwelt. Seit vielen Jahren ist die Kompetenz von Mapal z.B. bei der Spool-Bohrung in den Ventilgehäusen gefragt. Von der Genauigkeit dieser Bohrung hängt das Spaltmaß mit dem Schieber ab – es ist bei modernen Hydraulikventilen besonders eng definiert, damit das Hydrauliköl nur in die gewünschte Richtung fließen kann. Großes Augenmerk liegt auch auf der Rundheit, der Geradheit sowie der Oberflächengüte dieser Bohrung.

Der erste Bearbeitungsschritt trägt der unterschiedlichen Qualität der gegossenen Rohteile Rechnung. Weil die vorgegossenen Bohrungen relativ ungenau sind, ist zunächst eine präzise Pilotbohrung im ersten Steg zu erzeugen. Sie schafft die Voraussetzung dafür, dass in den weiteren Bearbeitungsschritten eine gute Zylinderform entsteht. Als nächstes durchfährt ein Vollhartmetallwerkzeug oder bei den größeren Bauteilen ein Werkzeug mit Wendeschneidplatten die gesamte Bohrung. Was der Pilotbohrer für den ersten Steg geschaffen hat, wird nun auf ganzer Länge hergestellt.
Nach dieser Vorbearbeitung kommt das klassische Feinbohrwerkzeug der Süddeutschen zum Einsatz, das die Bohrung präzise fertig bearbeitet. Es verfügt über eine einstellbare Schneide und Führungsleisten, die verhindern, dass das Werkzeug von Steg zu Steg abgedrängt wird. So wird eine hohe Geradheit und genaue Zylinderform erzeugt.
Die Anforderungen verschiedener Ventilgehäuse sind unterschiedlich. Wie hoch sie sein können, zeigt der Umstand, dass bei manchen Bauteilen nach der Feinbearbeitung der Spool-Bohrung noch ein dreistufiger Honprozess hinzukommt. Weil die Stückzahlen in der Branche steigen und die Produktionskapazitäten oft nicht mehr ausreichen, ist das Honen zu einem wichtigen Thema geworden. Das Werkstück muss dazu meist auf eine andere Maschine gebracht werden. Das erfordert Zeit, treibt die Kosten in die Höhe und stellt mitunter einen Engpass in der Fertigung dar. Immerhin lässt sich die Bohrungsqualität mit dem Mapal Feinbohrwerkzeug unter Umständen so weit verbessern, dass nur noch ein zwei- oder einstufiger Honprozess erforderlich ist oder das Honen sogar ganz entfallen kann. Mapal ist es hier wichtig, mögliche Kostentreiber ausfindig zu machen und zu eliminieren.
Produktiv in Edelstahl fräsen
Für die hochproduktive Bearbeitung von rostfreiem Stahl (Inox) bringen die Süddeutschen mit dem OptiMill-Tro-Inox einen sechsschneidigen Vollhartmetall-Trochoidfräser auf den Markt. Insbesondere hochtemperaturfeste und zähe Werkstoffe der ISO-Werkstoffgruppe M neigen bei hohem Zerspanvolumen zum Zusetzen (Verstopfen) der Spannuten und erschweren damit eine prozesssichere Bearbeitung.