Gegründet 1974 im baden-württembergischen Straubenhardt, produzierte Wankmüller zunächst Hydraulikkomponenten. Im Lauf der Jahre wurden CNC-Maschinen angeschafft, auf denen die Mitarbeiter eine Vielzahl von Bauteilen fräsen, drehen, bohren und rundschleifen. „Wir bleiben immer auf dem neuesten technischen Stand, um die hohen Kundenanforderungen schnell, flexibel und präzise erfüllen zu können“, berichtet Tobias Wankmüller, der den Betrieb in dritter Generation führt.
In jüngster Vergangenheit landete ein besonders großer Brocken im Auftragsbuch: Aus einem 500kg schweren Baustahlrohling sollte ein Teil für Großwellen entstehen. Anfangs erledigte ein kleineres Werkzeug aus der Dove IQ-Reihe von Iscar diese Schruppbearbeitung. Bis das Bauteil fertig ist, gilt es 340kg Material abzutragen. Um mehr Effizienz zu erreichen, beschloss Wankmüller, die höhere Antriebsleistung einer anderen Maschine zu nutzen. Dazu war allerdings ein größeres Werkzeug erforderlich. „Da haben wir uns fachlichen Rat geholt“, schildert der Geschäftsführer. Florian Weiß, Technik und Verkauf des Iscar-Vertragshändlers Willi Kraus Zerspanungstechnik, und Jonas von Kahlden, Produktspezialist Drehen bei Iscar, nahmen sich der Aufgabe an. Wankmüller steht seit Jahren in regelmäßigem Kontakt mit dem Hersteller aus Ettlingen und schätzt die Qualität der Werkzeuge – der geeignete Projektpartner war also schnell gefunden.

Leistungsfähiges Werkzeug gesucht
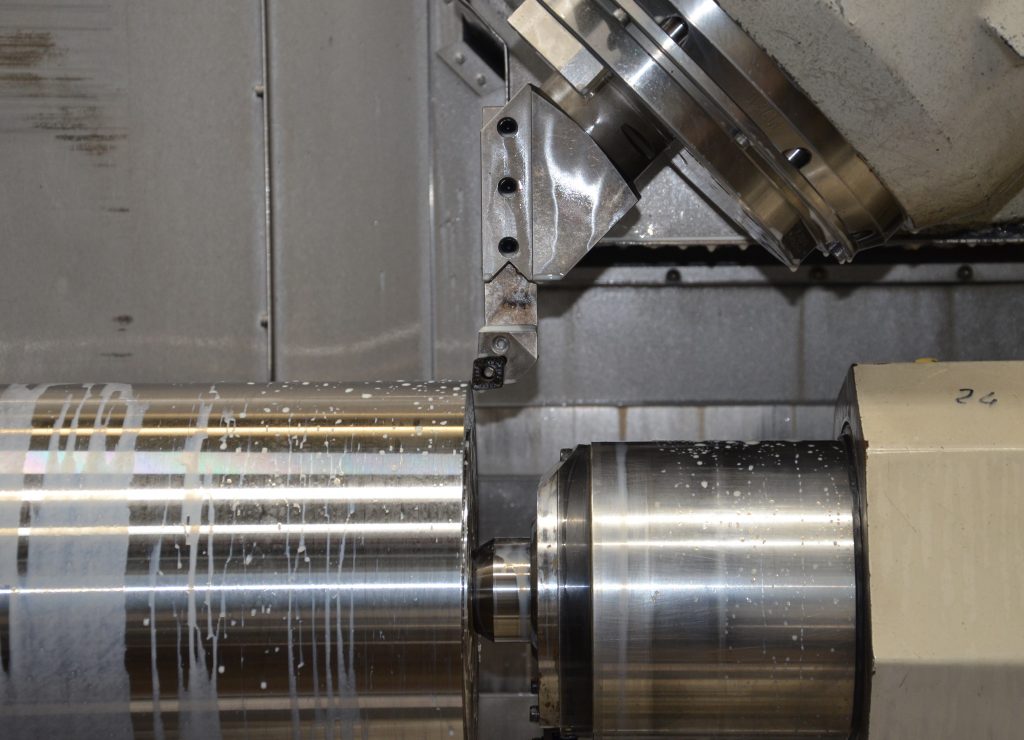
„Wir benötigten ein leistungsstarkes Werkzeug, denn der Schnittdruck ist bei dieser Bearbeitung besonders hoch“, beschreibt Florian Weiß die Herausforderung. Darüber hinaus muss eine hohe Abspanrate gegeben sein. Die Iscar-Experten betrachteten die Anwendung vor Ort und stellten Funktionsberechnungen an. Anschließend wurde an der Maschine getestet – mit Erfolg. Damit war der Weg frei für den Einsatz einer Dove IQ Turn-Drehwendeschneidplatte in Kombination mit dem innovativen Klemmsystem für Dreh-Schruppanwendungen.
>>Auf die Leistungsfähigkeit der Werkzeuge können wir voll vertrauen<<
Bei Wankmüller arbeiten doppelseitige, rhombische 80°-Wendeschneidplatten mit negativem seitlichem Freiwinkel von 7° für die Schwerzerspanung von Stahl. Für Schrupp-Drehbearbeitungen der Dove IQ Turn-Werkzeuge hat Iscar einen innovativen Plattensitz mit Schwalbenschwanzgeometrie in Kombination mit einem Kniehebelmechanismus entwickelt. Dieses System fixiert die Platte sicher und verhindert ein Anheben durch die Schnittkräfte. Herkömmliche Wendeschneidplatten für die Schwerzerspanung verfügen über sogenannte Spannpratzen, um den hohen Kräften standzuhalten. Nachteil: Späne können sich darin verklemmen und die Pratze schnell verschleißen. Die sichere Klemmung durch die Schwalbenschwanzgeometrie macht eine Spannpratze überflüssig: Der Span kann ungehindert abfließen.
Lange Standzeiten mit verstärkten Schneidkanten
Um das Entstehen langer Späne zu verhindern, verfügen Schneidplatten der Baureihe Dove IQ Turn über einen speziellen Spanformer. Er verbessert die Spankontrolle zusätzlich. Die Werkzeuge besitzen eine positive Schneidengeometrie für geringere Schnittkräfte. Verstärkte Schneidkanten mit negativer Fase sorgen für lange Standzeiten. Der Einsatz dieser Werkzeuge zahlt sich für Wankmüller voll aus. „Wir fahren heute den mehr als doppelten Vorschub und konnten die Bearbeitungszeit signifikant verkürzen“, beschreibt Frederic Stantscheff, Fertigungsleiter Drehen. Zudem erhöhte sich die Standzeit deutlich im Vergleich zum vorherigen Werkzeug. „Mit nur einer Schneide können wir bis zu zwei Bauteile bearbeiten. Dies hat die Werkzeug- und Fertigungskosten gesenkt“, weiß Stantscheff zu schätzen.

Verbessert hat sich auch die Entsorgung des abgetragenen Materials. „Die Werkzeuge erzielen Späne in geeigneter Größe, die sich problemlos abführen lassen. Früher entstanden lange Reste, die eine reibungslose Bearbeitung behinderten und teilweise so sperrig waren, dass der Späneförderer abgeschaltet hat“, weiß Tobias Wankmüller.
Service ebenfalls top
Großen Wert legt der Geschäftsführer auf eine gute Zusammenarbeit mit den Projektpartnern: „Wir verlieren keine Zeit mit Bauchladengeschäften an der Firmentür. Stattdessen konzentrieren wir uns auf starke Partner wie Iscar.“ Als sehr gut bewertet er auch die Liefertreue: „Wenn die Platten rar werden, geht die Bestellung an Iscar raus – und die Lieferung erfolgt prompt.“ Eine wichtige Voraussetzung dafür, dass Prozesse mit hohem Spanvolumen schnell und reibungslos erfolgen können. Der persönliche Kontakt und der ständige Erfahrungsaustausch mit Iscar sind für Tobias Wankmüller bedeutende Erfolgsfaktoren – ebenso wie eine gute Betreuung: „Wir sind mit dem Service von Iscar top zufrieden und können auf die Leistungsfähigkeit der Werkzeuge voll vertrauen.“
Kraftpaket Drehwerkzeug
Das Zeitspanvolumen der Dove IQ Turn-Version liegt bei 924 Kubikzentimetern pro Minute. Zuvor waren es lediglich 385 Kubikzentimeter. Wankmüller fährt mit durchschnittlichen Schnittgeschwindigkeiten von 220m/min, Vorschüben von 0,7mm/U und Schnitttiefen bis 6mm – allesamt Werte, die deutlich über denen des Vorgängers liegen.