Verbaut sind die Werkstücke in hochsensiblen Gasdurchfluss-Messsensoren. Die sogenannten Schwinger sind die Herzstücke dieser Messeinheiten. Ihre Anwendung finden die Sensoren beispielsweise in Gaspipelines, zur Fackelgasmessung, bei Dampfdurchflussmessungen oder in Biogasanlagen. Die Sensortechnik von Sick soll dem Schutz der Menschen vor Unfällen dienen und Umweltschäden vermeiden sowie genaue Daten liefern. Das Unternehmen stellt deshalb einen hohen Anspruch an die Qualität seiner Produkte. Diese beginnt bei den einzelnen Bauteilen und Komponenten: Enge Toleranzen, hohe Oberflächengüten und schwer zerspanbare Werkstoffe sind für die Mitarbeiter der CNC-Fertigung bei Sick Alltag.
Um eine hohe Korrosionsbeständigkeit sicherzustellen, wählten die Sick-Konstrukteure für den Schwinger die Titanlegierung Ti-Grade5 (6Al-4V). Rund 50 Prozent der weltweit benötigten Titanmengen bestehen aus dieser Legierung, resultierend aus dem guten Verhältnis zwischen hoher Festigkeit bei einer geringen Dichte. Die mechanischen Eigenschaften dieser Titanlegierung sind besser als beim Rein-Titan. Ein Problem beim Zerspanen stellt allerdings unter anderem die Neigung zur Kaltverfestigung dar. Wenn die Reibung infolge eines zu geringen Vorschubs der Schneide zu groß wird, setzt die Kaltverfestigung des Werkstoffes ein. Dies verkürzt die Standzeit der Werkzeuge um ein Vielfaches. Beim Drehen und Fräsen von Titan sind scharfe Schneiden, die richtigen Schnittparameter und die passende Werkzeugbeschichtung wichtige Punkte für die produktive Zerspanung dieses Werkstoffes.
Durchdachte Werkzeuglösung für hohe Stückzahlen
„Die Bearbeitung von Titanlegierungen stellt erfahrene Zerspaner vor keine großen Herausforderungen mehr – bei einfachen Zerspanoperationen“, sagt Schonhardt. Die Axialeinstiche und Gewinde an den Schwingern verlangten jedoch eine passende Werkzeugauslegung sowie eine kluge Bearbeitungsstrategie. Den Schwinger fertigt das Team von Burghart in Durchmessern zwischen 4 bis 12mm in unterschiedlichen Ausführungen. „Die Werkstücke haben wir in einigen Varianten für unterschiedliche Einsatzzwecke. Alle Varianten fertigen wir hier im Werk Donaueschingen. Die Teilefamilie der Schwinger läuft dauernd im Drei-Schicht-Betrieb. Auch deshalb war uns ein produktives Werkzeugsystem sehr wichtig“, erläutert Burghart.
System Mini in Sonderausführung
„Aufgrund unserer Erfahrungen und der langjährigen Zusammenarbeit mit Herr Schonhardt, ist Horn für diese Zerspanungsaufgabe der erste Ansprechpartner für uns“, berichtet Produktionsleiter Markus Mucha. Für die Axialeinstiche setzten die Horn-Konstrukteure auf das System Mini Typ 114. Neben zahlreichen Standardvarianten des Systems eignen sich die Rohlinge auch bestens für das Schleifen kundenspezifischer Schneidenprofile. Für das Profil eines Axialeinstichs kommen drei unterschiedliche Werkzeuge zur Anwendung.
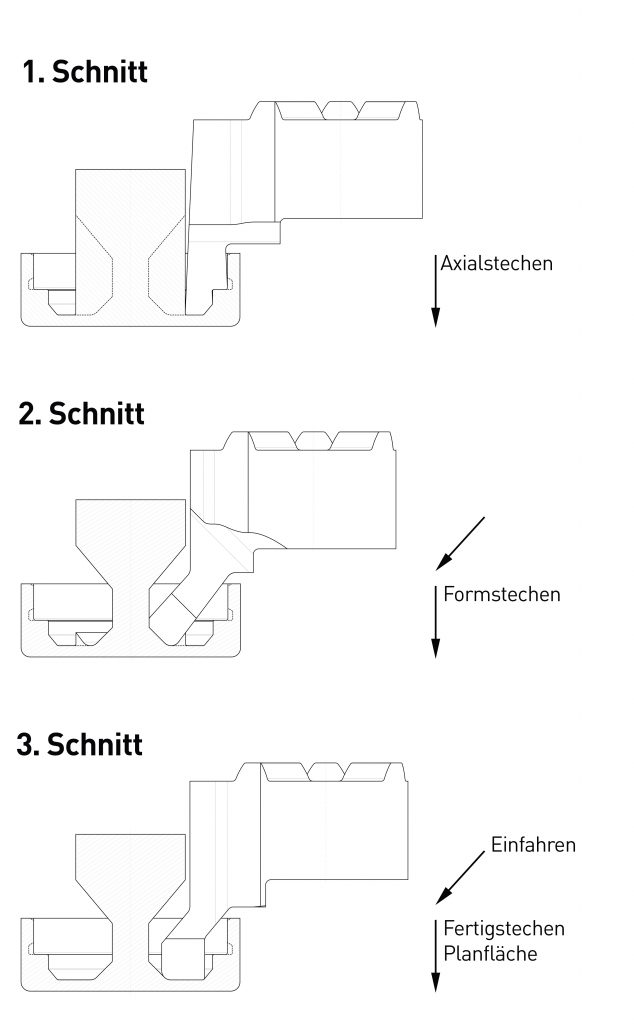
„Die Kontur des Einstiches, die sehr engen Form- und Lagetoleranzen des kleinen Werkstückes sowie die hohe zu erreichende Oberflächengüte an der Planfläche erforderten eine Schnittaufteilung“, erklärt Schonhardt. Von der ersten Anfrage bis zur Umsetzung des Stechprozesses bei allen Varianten der Teilefamilie vergingen rund sechs Monate. „Die Zusammenarbeit verlief besonders positiv. Wir starteten zuerst mit drei Werkzeugen, welche sofort funktionierende Ergebnisse und sehr gute Produktabmusterungen erbracht haben“, erinnert sich Burghart. „Danach führten wir die weiteren Varianten ein.“

Der Stechprozess gestaltet sich wie folgt: Das erste Werkzeug sticht entlang am Bund die erste Innenkontur, jedoch mit einem Schlichtaufmaß auf der Planfläche. Das zweite Werkzeug kopiert in zwei Achsen die Kegelform und den inneren Durchmesser. Der dritte Schnitt als Schlichtbearbeitung an der unteren Planfläche geschieht mit Werkzeug Nummer drei. Dabei fährt die Schneidplatte über zwei Achsen in das Werkstück ein, um anschließend mit einer axialen Bewegung die Fläche zu bearbeiten. Die Planfläche ist eine spätere Funktionsfläche des Bauteils und bezüglich der zu erreichenden Oberflächengüte eng toleriert. Eine weitere Bearbeitung der Innenkontur ist die Fertigung eines Gewindefreistichs für ein Innengewinde am äußeren Durchmesser. Alle Bearbeitungsoperationen realisiert Horn mit dem Stechsystem Mini Typ 114. Für die Maschinenbasis setzt Sick auf die Traub TNL20 des Herstellers Index.
>>Nach 30 Jahren enger Zusammenarbeit hat sich das Vertrauen in den Werkzeugpartner Horn wieder bestätigt<<
Das Maschinenkonzept des Lang-/ Kurzdrehautomaten Traub TNL20 wurde konsequent auf die täglichen Anforderungen der Anwender abgestimmt. So bietet die Kinematik des Langdrehers eine produktive und zeitgleiche Bearbeitung mit zwei, drei oder vier Werkzeugen. Der großzügige und senkrecht gestaltete Arbeitsraum sorgt dabei für die nötigen Freiheitsgrade sowie eine hohe Prozesssicherheit. Den entscheidenden Produktivitätsvorteil erzielt der Langdrehautomat aufgrund seiner hohen Dynamik. Das neu entwickelte Maschinenbett aus Grauguss bildet dabei die Basis mit besonders schwingungsdämpfenden Eigenschaften. Die Steifigkeit und thermische Stabilität gewährleisten darüber hinaus beim Langdrehen und Kurzdrehen eine hohe Werkstückqualität.

Weitere Horn-Systeme
Nicht nur das System Mini befindet sich für die Teilefamilie im Einsatz, sondern auch das Horn-Werkzeugsystem Supermini. Für die Fertigung der Innengewinde schlug Schonhardt dieses System vor. Alle Gewinde sind in der Qualität 4H toleriert. Auch den Axialeinstich auf der Rückseite des Bauteils fertigen die Donaueschinger mit dem System Supermini. Für den Abstich der Bauteile setzt Burghart auf das modulare Stechsystem 842 von Horn mit Schneidplatten des Systems S100. „Die Kassettenausführung brachte uns eine hohe Flexibilität im Einsatz und darüber hinaus eine hohe Steigerung der Stabilität des Gesamtsystems“, weiß Burghart zu schätzen. Es kommen je nach Variante des Bauteils bis zu zwölf Horn-Werkzeuge pro Werkstück zur Anwendung.