Armbruster mit Sitz in Steinach ist ein familiengeführtes Unternehmen in zweiter Generation. Seit mehr als drei Jahrzehnten konzentriert sich der Mittelständler auf die Fertigung komplexer Komponenten für die Medizintechnik, die rund 60 Prozent zum Umsatz beiträgt, sowie auf präzise Bauteile für den Maschinenbau. Das Fertigungsspektrum reicht vom Drehfräsen, Fräsen und Erodieren über metallischen 3D-Druck und zahlreichen Verfahren der Oberflächentechnik – etwa automatisiertes Reinigen, Strahlen, Streamen, Entgraten und Polieren – bis zur Montage. Sämtliche Prozesse sind in ein zertifiziertes Qualitätsmanagementsystem nach DIN EN ISO 9001 und 13485 eingebunden (www.armbruster.com).
Flexibel bleiben, präzise liefern – jeden Tag
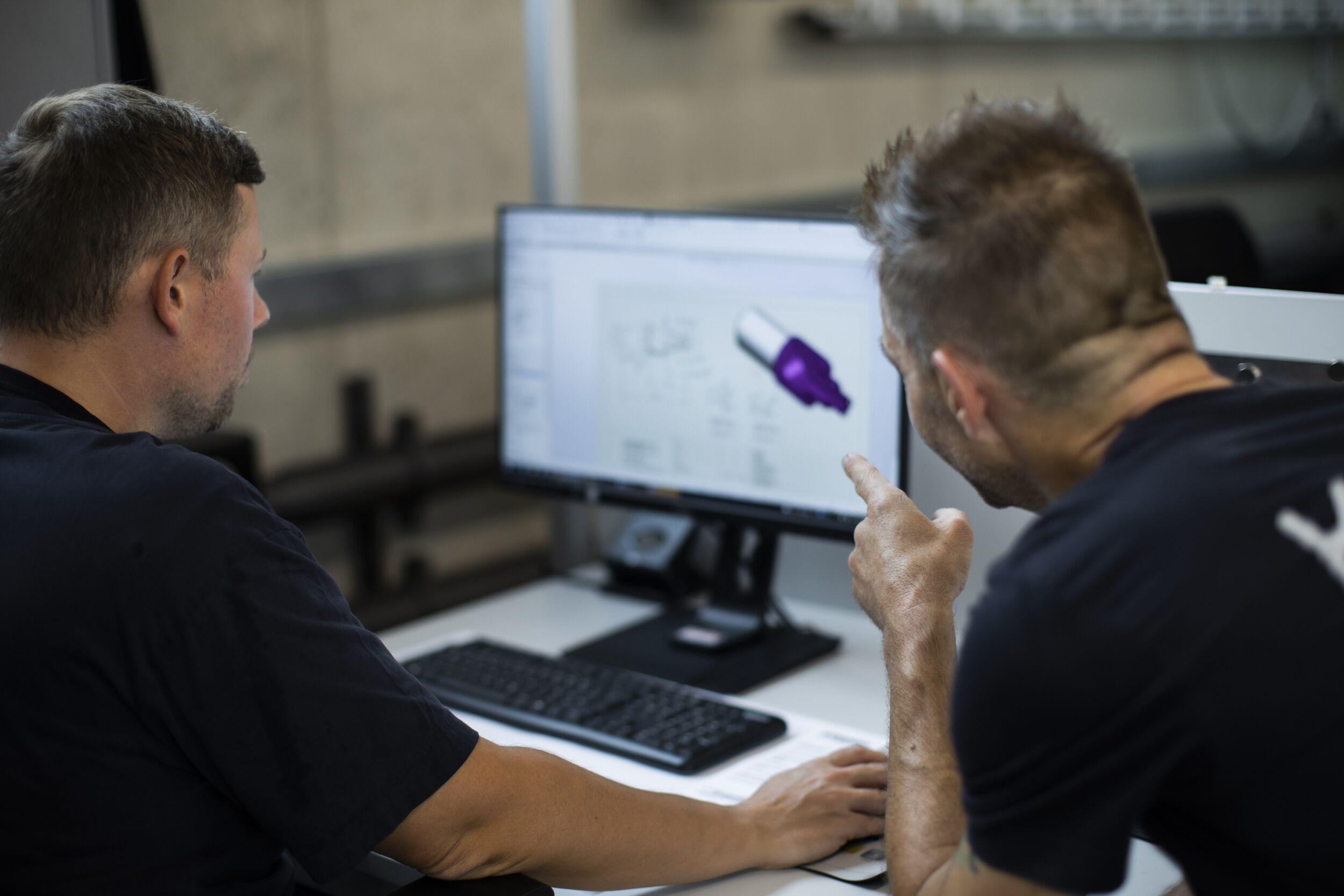
„Die meisten unserer Bauteile sind ziemlich anspruchsvoll. Komplexe Geometrien, zähe Werkstoffe wie Titan und Edelstahl – da muss einfach alles passen. Gleichzeitig erwartet der Markt kurze Lieferzeiten, flexible Seriengrößen und verlässliche Reproduzierbarkeit“, erklärt Geschäftsführer Tobias Armbruster.
Ein Beispiel ist das wirtschaftliche Fräsen von Schnittblöcken für Kniegelenke. Hier stießen die Experten an ihre fertigungstechnischen Grenzen. Zwar bestand die Möglichkeit, die Schlitze komplett zu erodieren – doch das wäre viel zu zeit- und kostenintensiv gewesen. Deswegen sollten die Schlitze vorgefräst werden, um sie dann in einem zweiten Schritt auf die exakte Geometrie und Oberflächenqualität zu erodieren.
High-End-Fertigung auf 61 Quadratmetern
Hinzu kamen strategische Überlegungen: Der steigende Fachkräftemangel am Standort Deutschland, die immer kürzer werdenden Durchlaufzeiten und die Erwartungshaltung internationaler Kunden – insbesondere in der FDA-regulierten Medizintechnik – machten klar, dass insgesamt ein technologischer Schritt nach vorne notwendig war. Ziel war es, nicht nur dieses eine Bauteil zu fertigen, sondern eine Lösung zu etablieren, mit der Armbruster dauerhaft flexibel, automatisiert und normkonform produziert.
Hohe Anforderungen – wenig Platz
Die passende Lösung zu finden, war alles andere als einfach. Im Mittelpunkt stand ein 5-Achs-Bearbeitungszentrum (BAZ), das hohe Präzision und Flexibilität bietet, über ein Nullpunktspannsystem zur Ansteuerung pneumatischer Spannmittel verfügt und trotzdem nur wenig Platz beansprucht. Zudem war eine Spindel mit über 20.000 Umdrehungen pro Minute Drehzahl gefragt, idealerweise mit HSK-A63-Schnittstelle für stabile, vibrationsarme Bearbeitung auch bei langen Werkzeugen. Ein Schwenkbereich über 120° war Pflicht, um komplexe Geometrien möglichst in einer Aufspannung zu bearbeiten. „Wir brauchten eine Maschine mit mindestens 120 Werkzeugplätzen, kompakter Bauweise und genug Power für größere Bauteile“, erinnert sich Mario Bauer, Teamleiter Fräsen und Projektleiter bei Armbruster. „Gleichzeitig sollten auch filigrane Werkzeuge problemlos eingesetzt werden können. Viel Leistung auf wenig Fläche – das war der Knackpunkt.“
Ein Projekt, drei Partner, eine Sprache
Mit der neuen Fertigungszelle zeigt Armbruster, wie sich Innovationsgeist und Qualität miteinander verbinden lassen. Die Kombination aus bewährter Maschinentechnologie, intelligenter Automation und partnerschaftlicher Zusammenarbeit bildet ein starkes Fundament – auch für kommende Herausforderungen. „Wir wollten eine Lösung, die mit uns mitwächst – und haben sie gefunden“, fasst Geschäftsführer Tobias Armbruster zusammen. „Und das mit Partnern, auf die wir uns jederzeit verlassen können – technisch wie menschlich.“ Das Ergebnis zeigt, wie sich mit deutscher Fertigungskompetenz, Schweizer Maschinenbaupräzision und niederländischer Automatisierungsinnovation die Zukunft der Medizintechnikfertigung gestalten lässt.
Auch bei der Automation waren die Anforderungen hoch: Gesucht war ein System, das sowohl Werkstücke als auch Spannmittel automatisch wechseln kann, ohne dass jemand eingreift. Es galt, unterschiedlichste Rohteilgrößen im mannlosen Betrieb nacheinander zu verarbeiten. Und das Ganze sollte auf möglichst engem Raum realisiert werden, mit ausreichend Paletten- und Greiferplätzen für lange Autonomiezeiten.
Kompakte Lösung – starkes Zusammenspiel
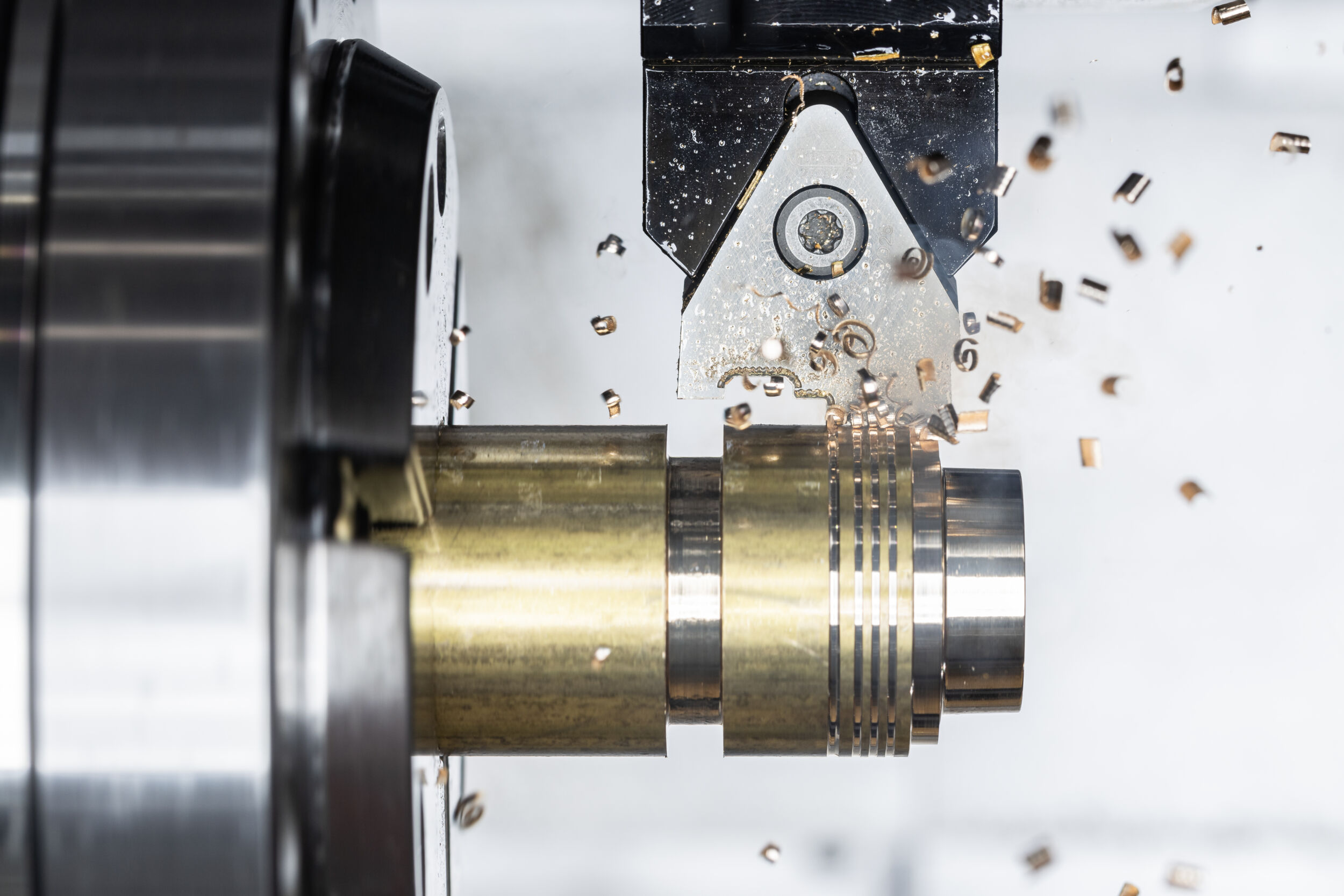
Die Lösung: zwei 5-Achs-BAZ vom Typ Versa 745 von Fehlmann mit Sitz in der Schweiz, verbunden mit dem flexiblen Automationssystem Ultimate von Cellro aus den Niederlanden (www.cellro.com). Das kompakte Duo vereint präzises Fräsen, intelligentes Handling und prozesssichere Abläufe – und das auf nur 61 Quadratmetern. Die Versa 745 bringt alles mit: eine leistungsstarke HSK-A63-Spindel mit 24.000 Umdrehungen pro Minute, einen Schwenkbereich bis zu 135°, einen massiven Portalaufbau aus Grauguss, geschabte Geometrien für eine besonders hohe Maßhaltigkeit und direktangetriebene Rundachsen mit Torquemotoren. Selbst schwierige Materialien wie Titan lassen sich damit hochgenau und zuverlässig bearbeiten.
„Unsere Kunden erwarten Präzision, Zuverlässigkeit und Effizienz – gerade in der Medizintechnik“, betont Alain Strebel, Head of Sales Northern Europe bei Fehlmann. „Das Versa-Konzept wurde genau dafür entwickelt: stabiler Aufbau, durchdachtes Thermomanagement und automatische Kalibrierung auf Knopfdruck.“
Automatisierte Präzision im 24/7-Betrieb
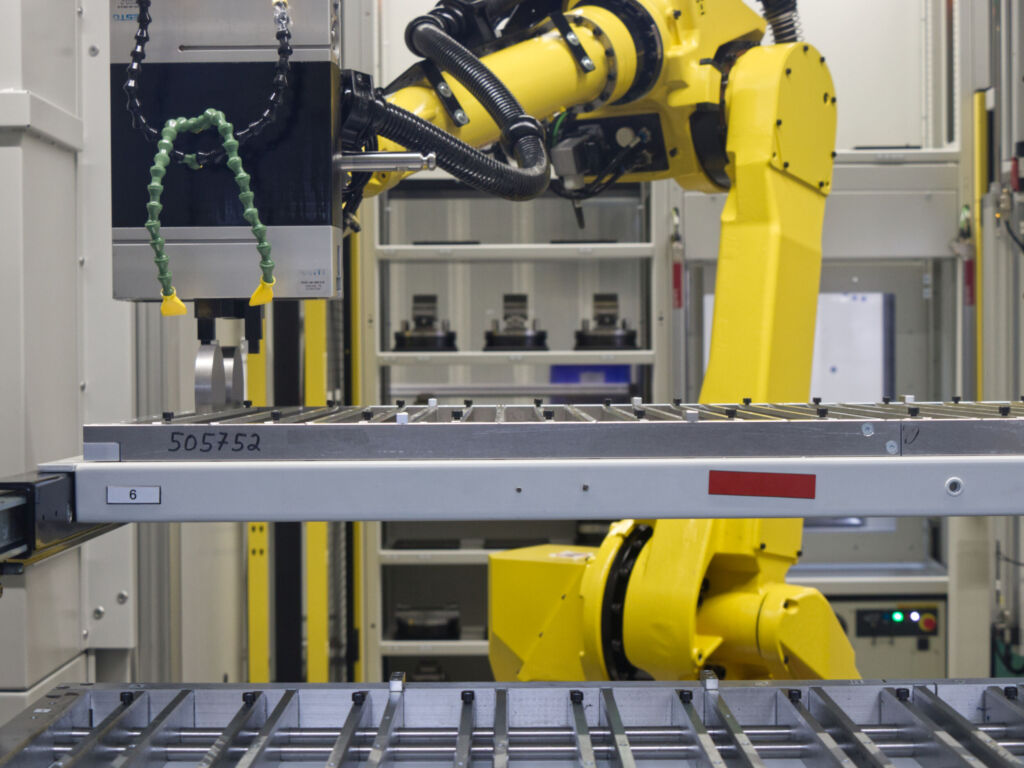
Die Cellro Ultimate übernimmt heute das komplette Teile- und Spannmittelhandling für beide Maschinen. Dank modularer Greifer, automatischem Schraubstockwechsel und intelligenter Spannmittelsteuerung läuft das Ganze reibungslos – und auf engstem Raum. Spezielles Feature: Der Roboter ist auf einer Verfahrschiene montiert und kann so beide Bearbeitungszentren flexibel anfahren.