Vor knapp 90 Jahren in Laasphe gegründet, ist HWS seit 2003 eine 100-prozentige Tochter von Sintokogio und heute marktführender Hersteller von Formanlagen, Formmaschinen sowie Anlagentechnologien zur Herstellung hochverdichteter Formen für Gießereien. Die mechanische Fertigung erfolgt beim zweiten Standort im nahegelegenen Niederlaasphe. Insgesamt beschäftigt das Unternehmen rund 320 Mitarbeiter in Deutschland.
Selbst hergestellte Zahnräder kosten nur die Hälfte
HWS produziert überwiegend Sondermaschinen nach Kundenwunsch. Neben spezifischen Teilen benötigt die Fertigung insbesondere für Antriebe eine Vielzahl von Standardkomponenten. Bauteile für hydraulische Antriebe stellt HWS komplett im eigenen Haus her. Bei den zunehmend an Bedeutung gewinnenden elektrischen Antrieben sah es bisher anders aus. Die dafür notwendigen Verzahnungsteile wurden vollständig extern gefertigt – mit Lieferzeiten zwischen acht und zwölf Wochen.
Automation schafft Freiräume
Zur Optimierung der Fertigung investiert HWS seit einigen Jahren gezielt in Automation. Den Anfang machte ein Dreh-Fräs-Zentrum von DMG Mori mit Roboterzelle. Später kamen im Fräsbereich zwei DMG-Maschinen mit Palettenhandling hinzu. Insgesamt kann HWS über 20 Paletten verschiedener Größe automatisiert im Fräsbereich einsetzen. Damit war die Voraussetzung geschaffen, Arbeitsprozesse innerhalb der Drehabteilung neu zu strukturieren. Gezielt wurden Arbeiten auf die automatisierte DMG CLX 450TC verlagert, wodurch auf anderen Maschinen freie Kapazitäten für neue Aufgaben entstanden. So entstand der Weg für die eigene Produktion von Verzahnungsteilen. Den Anfang sollten die kleinsten Teile machen: Ritzelwellen Modul 4 mit einem Außendurchmesser von 108mm, gefertigt in Losgrößen zwischen fünf und zehn Stück auf einer Mazak Integrex i-400.
Testsieger Ingersoll
Die Herstellung von Verzahnungen war für HWS absolutes Neuland. Dass sich die Verantwortlichen für Ingersoll Werkzeuge entschieden, war kein Zufall: Im Zuge der Neuorganisation wurden sämtliche bisher eingesetzten Werkzeuge auf den Prüfstand gestellt. Vor gut einem Jahr testete HWS unterschiedliche Werkzeughersteller bei verschiedenen Bearbeitungsaufgaben gegeneinander und wechselte in der Folge vieles aus. „Ingersoll hat sich in den Vergleichen super geschlagen“, fasst Christian Hammer, Abteilungsleiter mechanische Bearbeitung, zusammen.

Seitdem kommen viele Werkzeuge von Ingersoll zum Fräsen und verstärkt auch Schneidplatten zum Drehen zur Anwendung. Neben der Werkzeugqualität schätzt HWS die Beratung und den Service des Herstellers aus Haiger. Da man in Niederlaasphe auch um die Stärken von Ingersoll im Bereich Verzahnung wusste, war der Werkzeughersteller gesetzt, als es um die Fertigung der ersten Ritzelwellen ging. Für die Bearbeitung wählte Kevin Richstein, technischer Berater bei Ingersoll, zwei Schruppwerkzeuge und ein Schlichtwerkzeug aus.
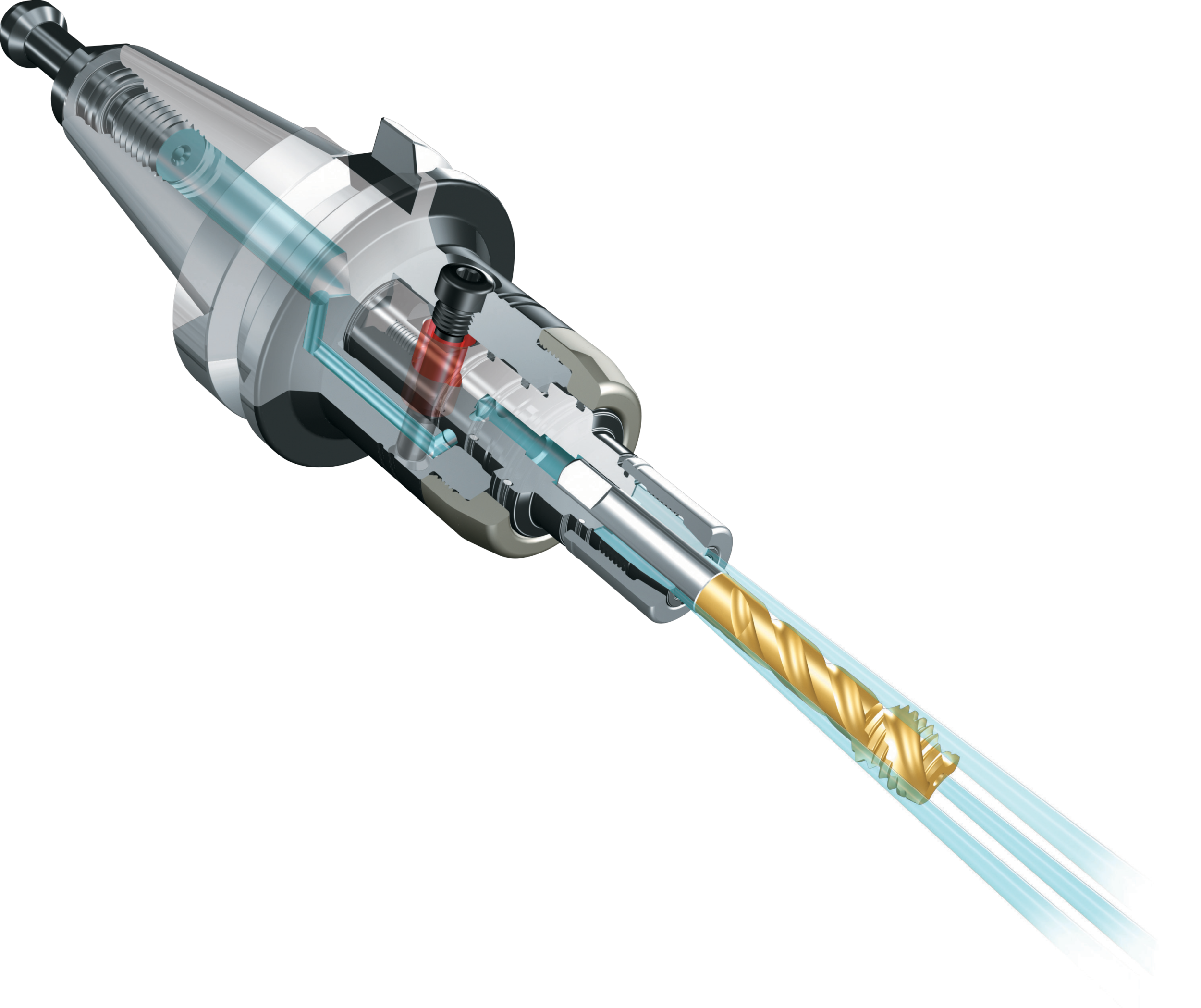
Den Anfang der Bearbeitung macht ein mit zwei V-förmigen Wendeschneidplatten bestückter Schaftfräser aus der HiPosSFeedV-Serie. Mit seiner Breite von 8mm fräst er im ersten Arbeitsgang die Nuten zwischen den späteren Zähnen. Der große Spanwinkel verringert die Schnittbelastung und sorgt für eine hervorragende Spanabfuhr. Der zweite Ingersoll-Fräser ist ein dreischneidiger Vollhartmetall (VHM)-Speedfräser Incoolant mit 4mm Durchmesser, der die Konturen der Verzahnung schruppt. Das abschließende Schlichten übernimmt ein ChipSurfer-Sonderwerkzeug. Die Schneiden des VHM-Einschraubkopfes sind exakt an die gewünschte Zahnform angepasst. Da ein verschlissener Fräskopf gewechselt werden kann, ohne das Werkzeug jedes Mal neu zu vermessen, wird die Arbeit der Bediener erleichtert.

Die Verantwortlichen bei HWS zeigen sich vom Ergebnis begeistert. „Nach dem Schlichten mit dem Formfräser sehen die Teile aus wie geschliffen“, berichtet Johannes Bitter, Teamleiter Drehen. Die von Ingersoll empfohlenen Schnittwerte konnte er direkt übernehmen. Die Kostenanalyse lieferte zudem eine Überraschung: Die selbst produzierten Zahnräder kosten nur etwa halb so viel wie die bisher zugelieferten Teile. Neben Kosten spart HWS auch Zeit. „Mit der Inhouse-Fertigung können wir die Lieferzeiten extrem verkürzen, wovon unsere Kunden profitieren“, freut sich Hammer. Lediglich das Härten erfolgt noch extern. Der Zeitrahmen dafür ist überschaubar.
Und weiter geht’s
Infolge der positiven Erfahrungen ist geplant, weitere Bauteile in die eigene Fertigung zu überführen. Nach den kleineren Ritzelwellen Modul 4 sollen auch Module 8 und 10 folgen. Größere Zahnräder lassen sich auf einer weiteren Mazak-Maschine herstellen. Auch eine automatisierte Fertigung auf der CLX ist aufgrund der längeren Laufzeiten denkbar.