Wer sich für die Wesa GmbH im schwäbischen Waldstetten entscheidet, setzt auf hohe Qualität, schnelle Umsetzung und absolute Termintreue (www.wesa-cnc.de). Eigenschaften, auf die Johannes Weber voller Stolz blickt: „Wir sind nicht der billige Jacob“, betont der Fertigungsleiter und nennt die Stärken des Unternehmens: „diffizile und komplexe Komponenten schnell in Serie fertigen.“
Das familiengeführte Unternehmen ist als reiner Dienstleister auf Metallverarbeitung ausgerichtet und beschäftigt rund 50 Mitarbeiter. Spezialisiert auf CNC-Komplettbearbeitung nutzt der Betrieb einen umfangreichen Maschinenpark für den Prototypenbau bis zur Serienfertigung. Ob Drehen, Fräsen oder einbaufertige Werkstücke und Systeme einschließlich Härten und Oberflächenveredelung: Für die unterschiedlichsten Fertigungsschritte sind die entsprechenden Maschinen und Werkzeuge vorhanden. Typische Aufträge sind z. B. das Fertigen von einbaufertigen Ritzeln sowie Getriebewellen. Zu den Kunden zählen große Automobilhersteller wie Porsche und Daimler sowie u. a. die Automobilzulieferer Bosch und ZF.
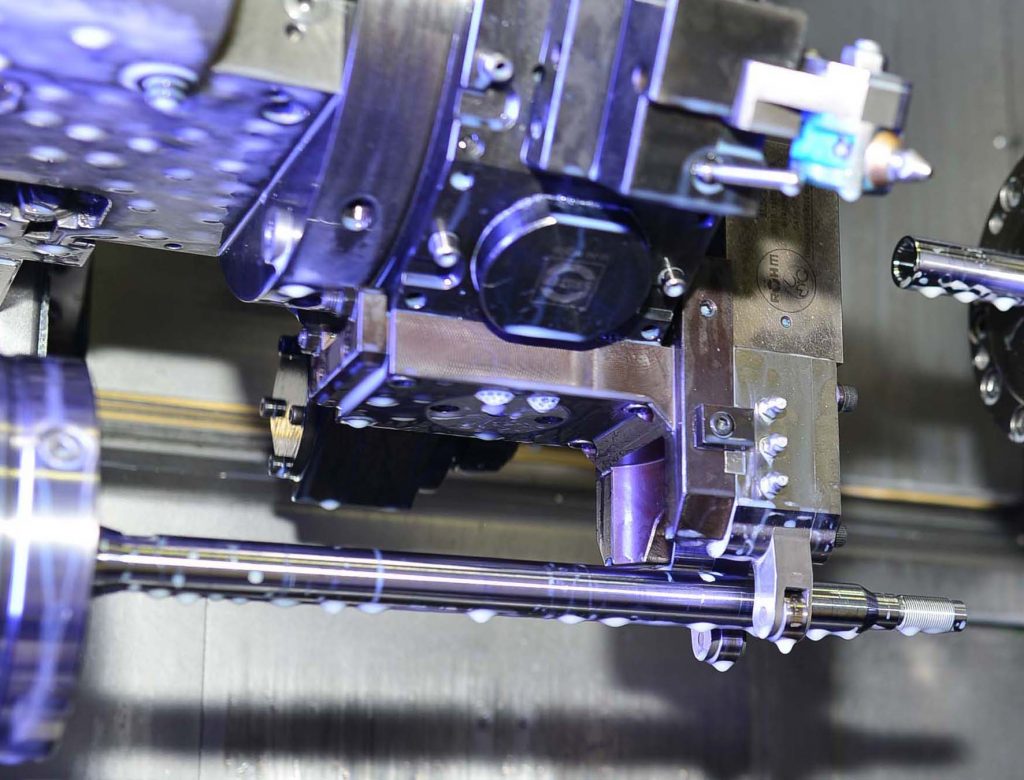
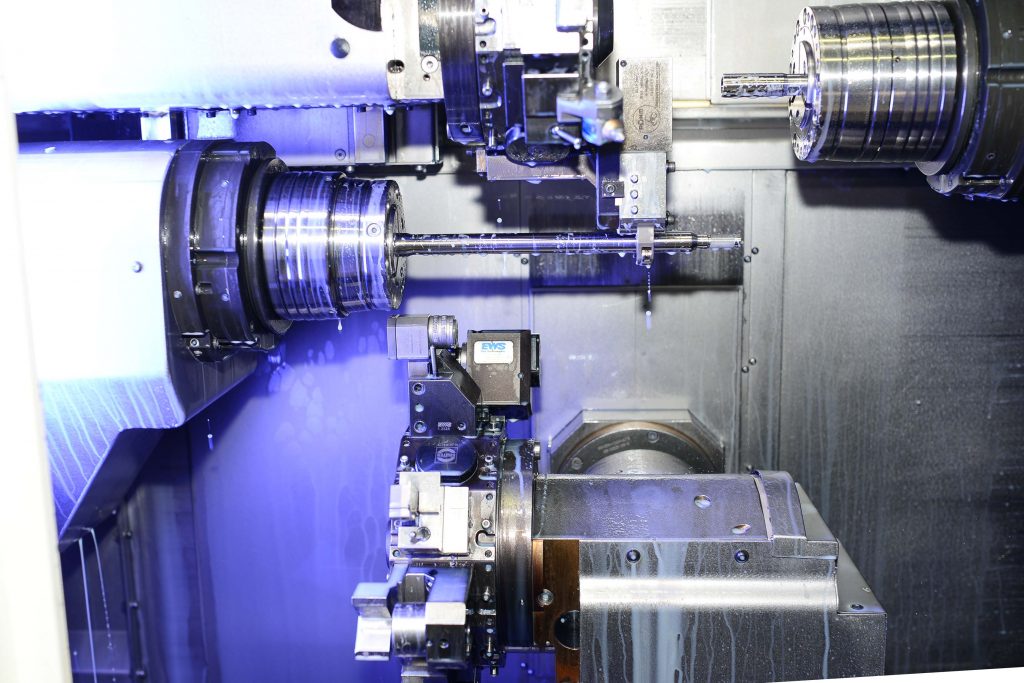
Im Maschinenportfolio befindet sich seit langem die CNC-Drehmaschine DMG Sprint 50, mit der Wesa Rohmaterial flexibel bearbeiten kann – simultan und mannlos. In Waldstetten werden darauf überwiegend lange, dünne Komponenten gefertigt. Werkstücke, die üblicherweise mit einer Lünette abgestützt werden, um sie hochgenau bearbeiten zu können.
Kleiner Revolver und keine Ölhydraulik
Ursprünglich war im Drehzentrum Sprint 50 keine Lünette vorgesehen, merkt Weber an, aber jetzt habe man dank der Zusammenarbeit mit Röhm eine voll funktionierende Werkstückabstützung – trotz der konstruktiven Vorgaben in der Maschine: kleiner Werkzeug-Revolver, begrenzter Arbeitsraum und kein Hydraulikanschluss. Die Rahmenbedingungen von Wesa an Röhm waren damit klar definiert. Der Fertigungsleiter damals: „Das sind die Vorgaben! Da muss die Lünette drauf! Macht mal!“ Als Spannbereich waren 18mm bis 36mm einzuhalten.
Üblich sind bei einem Standard-Werkzeugrevolver zwei Ölhydraulikanschlüsse. Weil Weber jedoch kein weiteres Medium in der Maschine installieren wollte, reifte die Idee, das Kühlmittel und die dafür vorhandene Leitung zum Auslösen der Steuerungsbefehle zu nutzen. Erste Marktrecherchen und Umsetzungen brachten kein akzeptables Ergebnis. Der Kontakt zu Röhm führte dann zur erhofften Problemlösung. Zwar verfügen die Spannmittelprofis aus Sontheim über eine breite Palette an Lünetten im Standardprogramm, aber bei Wesa galt es dann doch, etwas Spezielles zu finden.
„Gefordert war eine kleine, leichte, funktionelle Lünette“, erinnert sich Röhm-Sales Engineer Richard Sedlak. Das Nachrüsten der Drehmaschine mit einer Lünette war der Besonderheit eines neuen Werkstücks geschuldet. Dabei forderte nicht nur das Verhältnis von Durchmesser zu Länge des Werkstücks – ein Teil der Hinterradlenkung beim Sportwagen eines Premiumherstellers im Schwäbischen – die Fertigung heraus, sondern erschwerend kamen verschiedene Rundläufe hinzu.
Steuerbefehle huckepack per Kühlmitteldruck
Das Besondere an dem Projekt: Per Kühlmitteldruck wird die Lünette nun geöffnet, per Federkraft wieder geschlossen. „An der Maschine gab es keine hydraulische Anbindung“, berichtet Richard Sedlak. „Und der Revolver gab zudem die Einbauschnittstellen vor: ein genormter VDI-Schaft für die Aufnahme der Lünette und eine Anschlussbohrung fürs Kühlmittel“. Die Lösung an der Maschine: Die CNC-Steuerung fährt die geöffnete Lünette auf Position, es folgt das Signal „Kühlmittel an“. Die Spannarme der Lünette schließen sich und das Werkstück ist jetzt sicher abgestützt und für den kommenden Bearbeitungsschritt bereit. Die Rückstellfederkraft öffnet daraufhin wieder die Spannarme der Lünette.
Was so einfach klingt, stellt sich in der Praxis oft anders dar: Beispielsweise ist in den vorhandenen Kühlmittelleitungen ein Rückschlagventil verbaut, das den Rückfluss des Kühlmittels verhindert. So war es auch bei der Sprint 50. Die Folge: Der Druck stand weiter an der Rückleitung fürs Kühlmittel an, die Feder musste gegen den Kühlmitteldruck ankommen, was wiederum das Abfließen des Kühlmittels behinderte; Störungen im Ablauf waren die Folge. Eine pragmatische Lösung musste her – ein Bypass. Wesa und Röhm entwickelten gemeinsam ein entsprechendes Entlastungsventil, und das Kühlmittel fließt jetzt ungehindert ab.
Lünette funktioniert ohne Ölhydraulik
Der Projektverlauf ist schnell geschildert. Im Juli 2015 ermittelte Sedlak den Bedarf und die Aufgabenstellung bei Wesa. Anfang 2016 bestellte der CNC-Dienstleister zwei Revolver-Lünetten, die erste davon wurde im April 2016 geliefert. Im Juni folgte der Umbau auf ein zusätzliches Entlastungsventil mit Ablaufbohrung. Zwei Wochen später lieferte Röhm die Lünette aus. Im Juli 2016 vermeldet Wesa: Die Lünette funktioniert! Vom ersten Kontakt bis zur Freigabe des Produkts verging somit nur knapp ein Jahr. Richard Sedlak und Johannes Weber bekräftigen als Fazit: „Wir arbeiten sehr gut zusammen.“