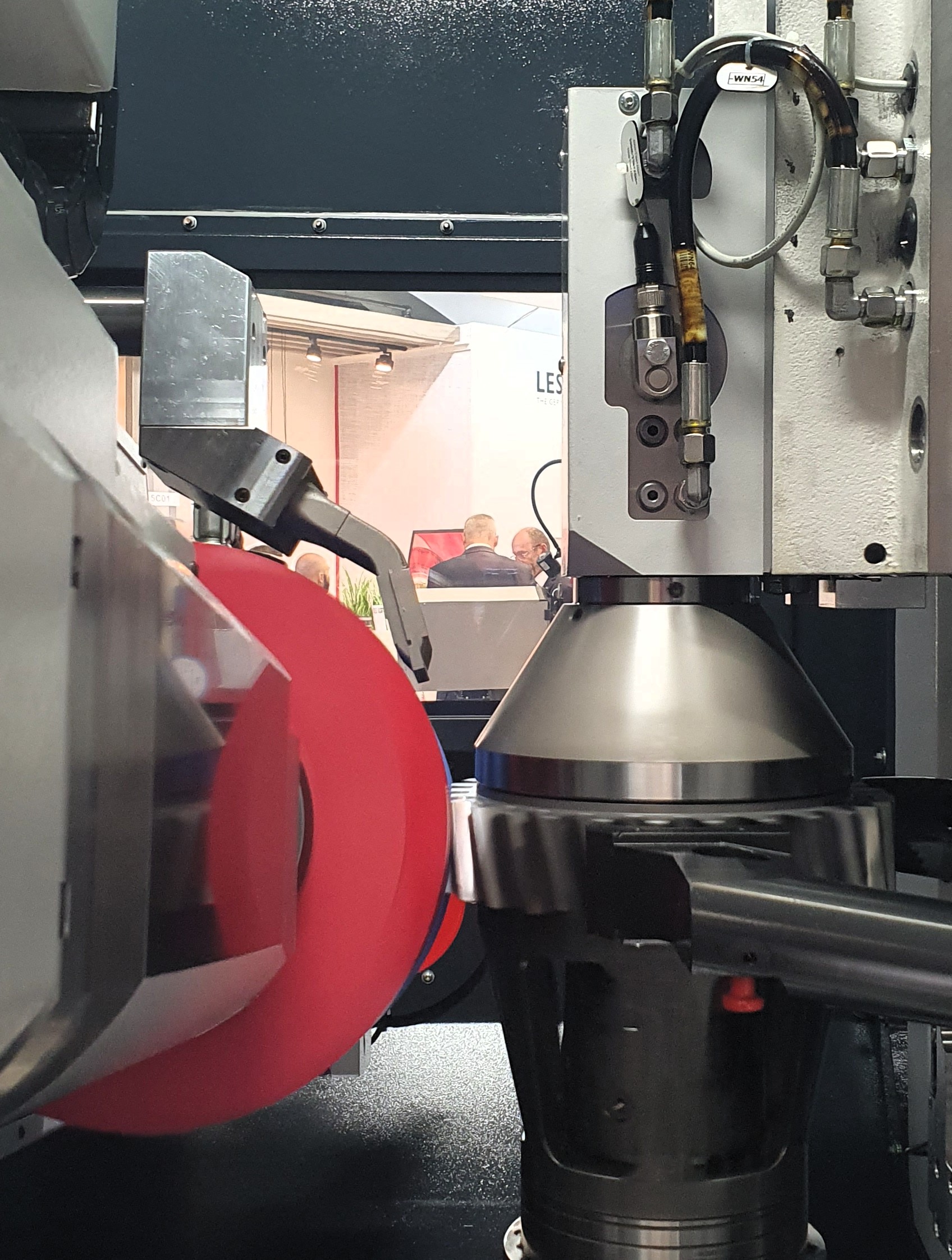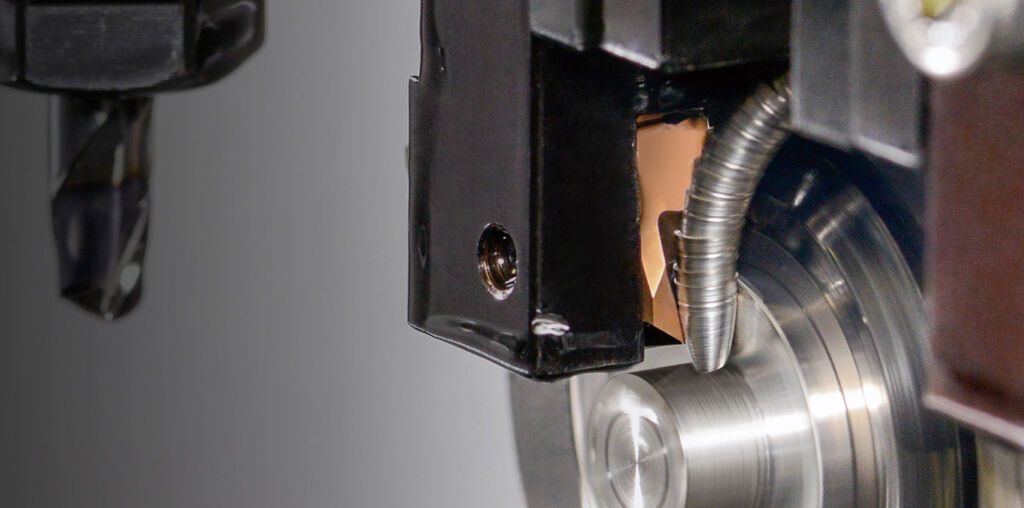
Auch in kniffligen Bearbeitungssituationen bei unterschiedlichen Vorschub- und Schnitttiefenbedingungen zeigen sich die FrontMax-Wendeschneidplatten von ihrer besten Seite. Das speziell entwickelte Wendeplattendesign mit der TFX-Spanbrechergeometrie macht Schluss mit verhedderten Spänen. Das sorgt für eine konstante Spankontrolle, hohe Kantenstabilität und stabile Prozesse. Selbst unter anspruchsvollen Bearbeitungsbedingungen werden so gleichbleibend gute Bearbeitungsergebnisse sowie exzellente Oberflächengüten erzielt. Obendrein verkürzt der FrontMax mit Schnitttiefen bis zu 5mm in einem einzigen Durchgang die Taktzeiten deutlich.
Werkzeughalter mit Innenkühlung sorgen dafür, dass auch unter herausfordernden Zerspanbedingungen ‚ein kühler Kopf bewahrt‘ wird. Das Resultat sind verlängerte Werkzeugstandzeiten. Der direkte Kühlmittelstrahl optimiert zudem den Abtransport der Späne und gewährleistet so eine effiziente Bearbeitung. So bleiben dank der integrierten Kühlmittelzufuhr Stabilität und Effizienz konstant hoch.
Mit zwei Schneidstoffsorten hat der FrontMax für unterschiedliche Bearbeitungssituationen die passende Antwort. Die ST4-Sorte meistert rostfreie Stähle wie 1.4301 sowie allgemeine Stähle. Ihre PVD-beschichtete Hartmetallzusammensetzung vereint Härte und Oxidationsbeständigkeit – ein ausgezeichneter Schutzschild gegen gefürchtete Aufbauschneiden. Das Ergebnis: verlängerte Werkzeugstandzeiten, verbesserte Oberflächengüten und ein reibungsloser Bearbeitungsprozess.
Für die kniffligen Fälle, wie hitzebeständige Legierungen oder Titanlegierungen, bringt die DM4-Sorte ihre Stärken ins Spiel. Ihre dicke TiAlN-Beschichtung trotzt hohen Temperaturen und sorgt für enorme Verschleißbeständigkeit. Selbst unter Hochtemperaturbedingungen bleibt die Leistung stabil, etwa bei anspruchsvollen Plandreh-Applikationen.
Überzeugende Anwendungsbeispiele
In der Praxis hat sich der NTK FrontMax schon vielfach bewährt: Beispielsweise erreichte er bei der Nassbearbeitung einer Welle aus Edelstahl (1.4301) mit einer Schnittgeschwindigkeit von 80m/min, einem Vorschub von 0,03mm/U und einer Schnitttiefe von 5,0mm eine Werkzeugstandzeit von 180 Stück pro Schneidkante, während das Wettbewerbswerkzeug lediglich 50 Stück pro Schneidkante bearbeiten konnte. Ein weiteres Beispiel ist die Nassbearbeitung eines Bauteils aus der Elektronikindustrie aus Edelstahl (1.4125) mit einer Schnittgeschwindigkeit von 100m/min, einem Vorschub von 0,15mm/U und einer Schnitttiefe von 4,0mm. Der FrontMax erzielte eine Standzeit von 160 Stück pro Schneidkante, während das Vergleichswerkzeug (PVD-beschichtetes Hartmetall) nur die Hälfte schaffte. Zudem ließ sich die Materialabtragung mit dem FrontMax in einem einzigen Durchgang realisieren – im Vergleich zu vier Durchgängen mit dem Wettbewerbswerkzeug. So wurde die Taktzeit deutlich reduziert.
Plan A bei hohen Schnitttiefen
Der FrontMax von Tungaloy-NTK Germany setzt neue Standards im Plandrehen. Mit enormen Schnitttiefen, einer exzellenten Spankontrolle und hoher Stabilität ist er oft die erste Wahl für anspruchsvolle Bearbeitungsprozesse.