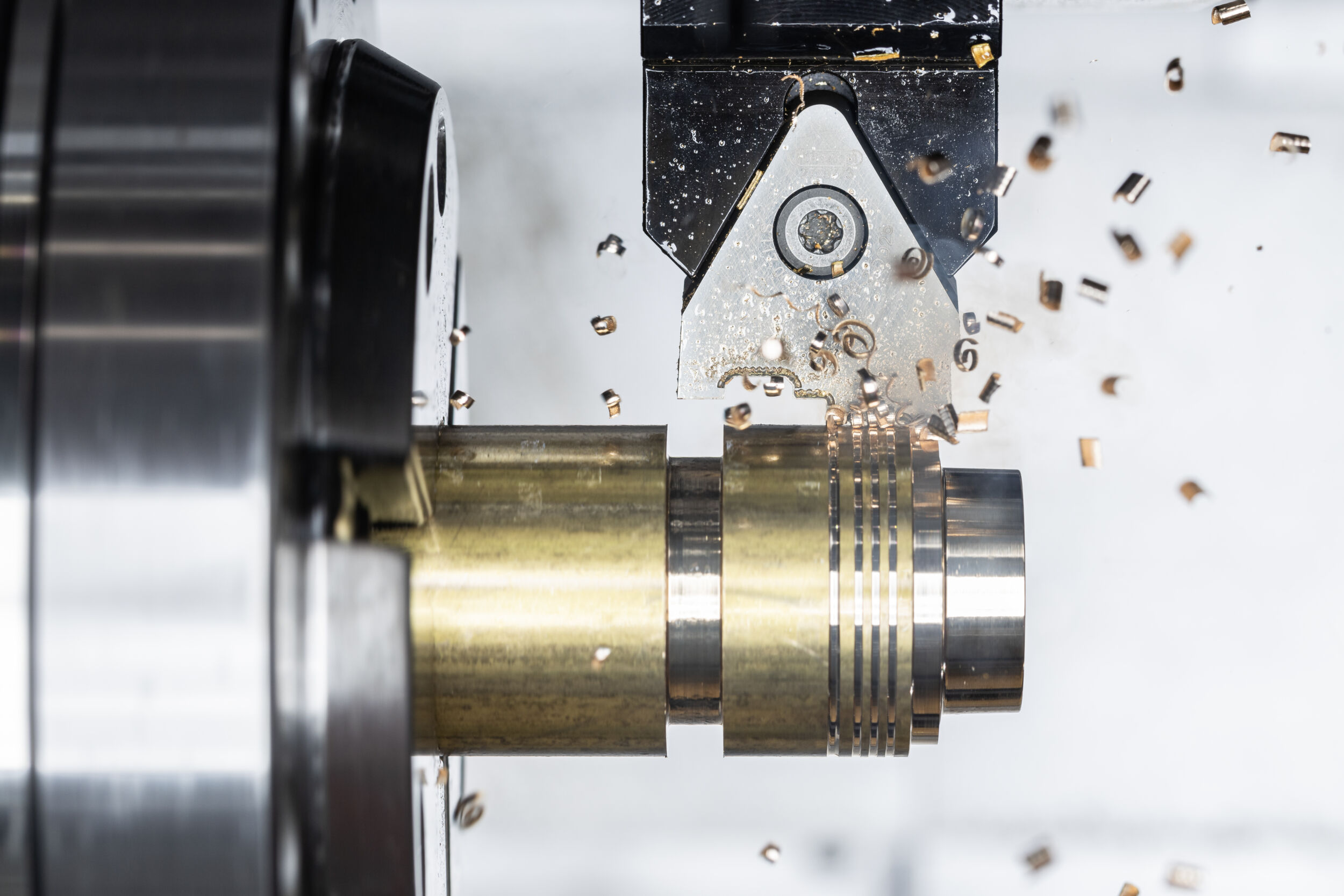
Horn setzt bei der Bestückung der MKD-Werkzeuge auf die noch reineren MCC-Diamanten. Diese monokristallinen Steine entstehen durch das CVD-Verfahren. Als Kohlenstoffquelle dienen verschiedene Gase, hauptsächlich Methan, die sich im Prozess abscheiden und den Diamanten wachsen lassen. Die Diamanten kennzeichnen ihre glasklare bis – je nach Dicke – leicht bräunliche Farbe. Ein entscheidender Vorteil dieses Verfahrens ist die mögliche Kantenlänge der Steine: So lassen sich auch lange Bestückungen mit beispielsweise 30mm Schneidkantenlänge realisieren. Für solche Werkzeuge musste man früher auf natürliche Diamanten zurückgreifen, die aufgrund des hohen Preises, der Verfügbarkeit und der natürlichen Einschlüsse nur schwierig zu realisieren sind.
Hartmetall-Werkzeugfabrik Paul Horn GmbH