Wie bei einer konventionellen Fräsmaschine verfügen moderne Fünf-Achs-Bearbeitungszentren über drei lineare Achsen (X, Y, Z) in jeweils eine Raumrichtung. Zusätzlich besitzt die Maschine zwei Schwenk- beziehungsweise Rotationsachsen (je nach Anordnung A, B oder C). Diese erlauben eine im Raum dreidimensionale Bearbeitung des Werkstücks. Das Fünf-Achs-Fräsen eines Bauteils heißt nicht, dass sich alle Achsen gleichzeitig bewegen. Es bedeutet zunächst, dass alle fünf Seiten des Werkstücks zur Bearbeitung angestellt werden können. Wenn sich aufgrund der zu fertigenden Geometrie des Werkstücks alle Achsen gleichzeitig bewegen, ist vom Fünf-Achs-Simultanfräsen die Rede.
Herausforderndes Bauteil aus der Automobilindustrie
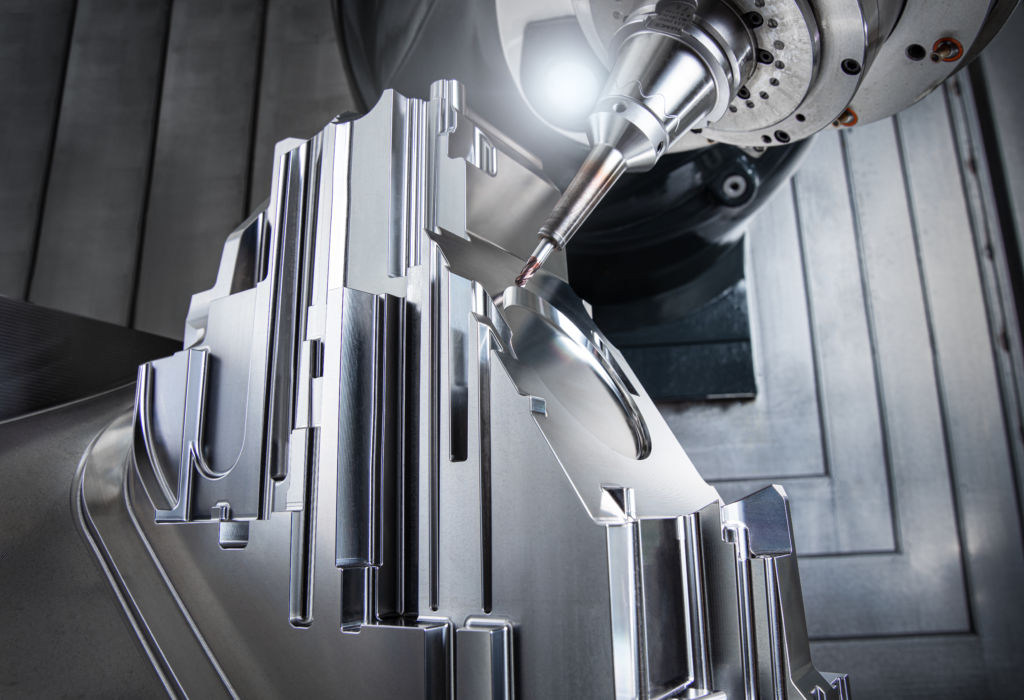
Eine Vielzahl an unterschiedlichen Horn-Fräswerkzeugen sorgt bei der Bearbeitung einer Scheinwerferform für ein präzises Ergebnis. Das Bauteil aus der Automotive-Industrie ist aufgrund der unterschiedlichen Flächen, Absätze und Radien eine hohe Herausforderung. Zum Schruppen der Form kommen unterschiedliche Hochvorschubfräser des Horn-Systems DAH 8 zum Einsatz.

Beim Schlichten der Form setzen die Horn-Techniker auf verschiedene Varianten des Werkzeugsystems DS. Neben verschiedenen Durchmessern von Kugelfräsern finden auch Kreissegmentfräser Verwendung. Kreissegmentfräser haben den Vorteil, dass beim Abzeilen von Freiformflächen weniger Zustellungen nötig sind – bei gleicher Oberflächengüte im Gegensatz zu Kugel- oder Torusfräsern. Dies zeigt sich insbesondere bei der Bearbeitungszeit und der erreichbaren Oberflächengüte. Ein besonderes Augenmerk beim Fertigen der Form liegt bei den Übergängen der einzelnen Flächen zueinander sowie der hohen zu erreichenden Oberflächengüten.
Weitere anspruchsvolle Branchen
Ein anderes Bearbeitungsbeispiel für das Knowhow im Werkzeug- und Formenbau zeigt das Ergebnis vom Fräsen einer Spritzgussform. Für das Schruppen der Freiformflächen kommt ein Hochvorschubfräser mit Durchmesser 12mm zum Einsatz. Die Fräser verfügen über eine doppelte Radiusgeometrie. Dies begünstigt den Kraftfluss in axialer Richtung der Spindel und verursacht wenig radiale Kräfte. Durch diese Geometrie lassen sich auch bei langen Werkzeugauskragungen hohe Vorschübe fahren, ohne dass Vibrationen im Werkzeug auftreten.
Beim Schlichten einer Form mit unterschiedlichen Kugelfräsern gibt es drei entscheidende Faktoren, um die erforderliche Oberflächenqualität zu erreichen: die Präzision des Werkzeugs, eine leistungsfähige CAM-Software für eine präzise Bearbeitung sowie die Rundlaufgenauigkeit des Spannmittels. Horn fertigt die Radien der Fräser mit einer maximalen Formabweichung von +/-0,005mm. Wie wichtig diese Präzision ist, zeigt sich beim Ansetzen unterschiedlicher Fräser an einer zu schlichtenden Form. Programmiert wurde die Form mit einem 6mm- und einem 4mm-Kugelfräser.

Auch in der Medizintechnik wird das Fünf-Achs-Fräsen genutzt. Zur Fertigung eines Titan-Implantates setzt ein Anwender aus der Branche auf die Horn-DS-Titanfräser. Die Form des Implantates besteht aus zahlreichen Freiformflächen, weist etwa 20 verschiedene Radien auf und enthält viele, unter verschiedenen Winkeln angeordnete Hohlkehlen.