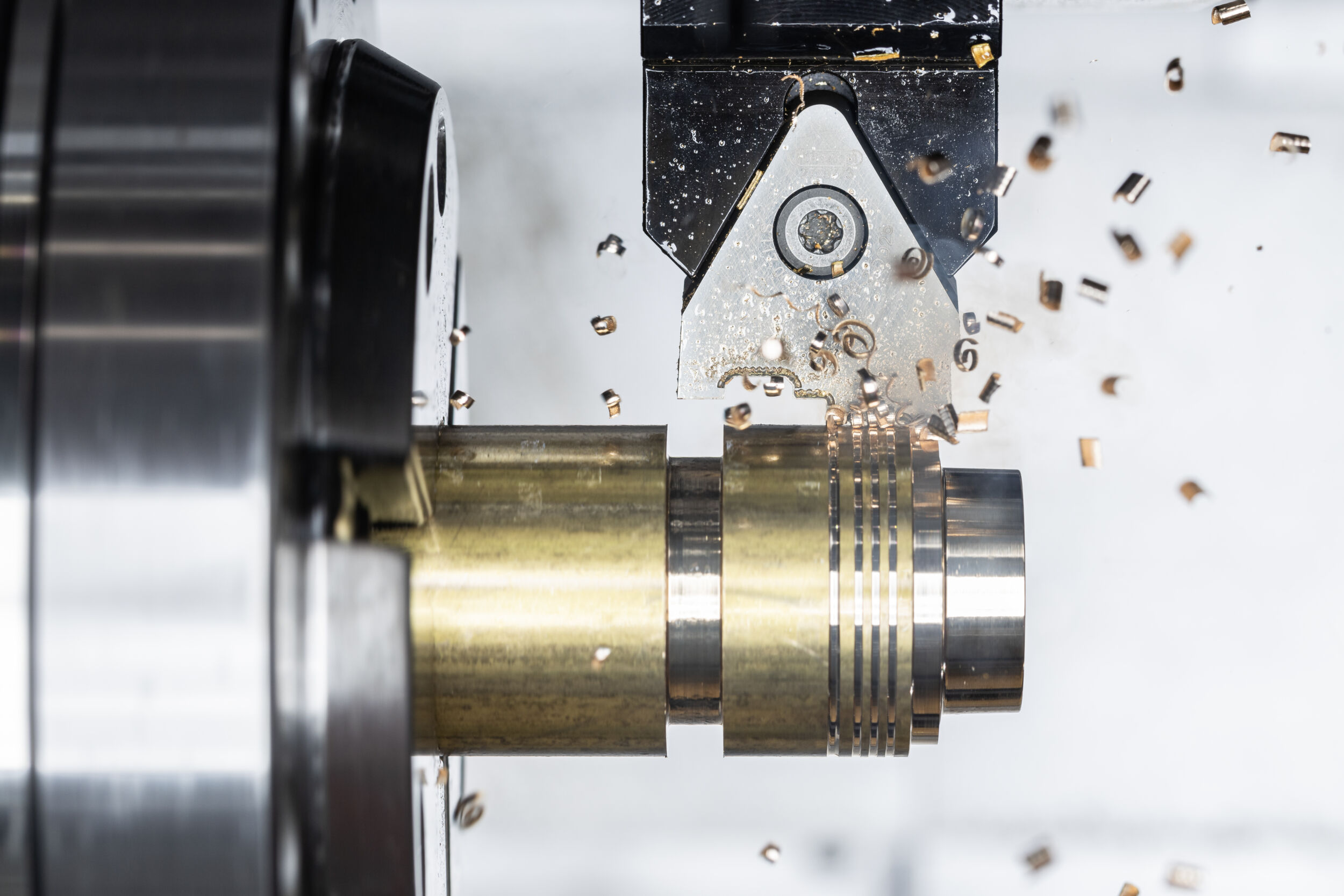
Die lebensdauersteigernde Wirkung des mechanischen Festwalzens wird durch das Einglätten der Werkstückoberfläche, eine Kaltverfestigung der Randzone sowie insbesondere dem Einbringen von Druckeigenspannungen erreicht.
Defizite bei der Automation

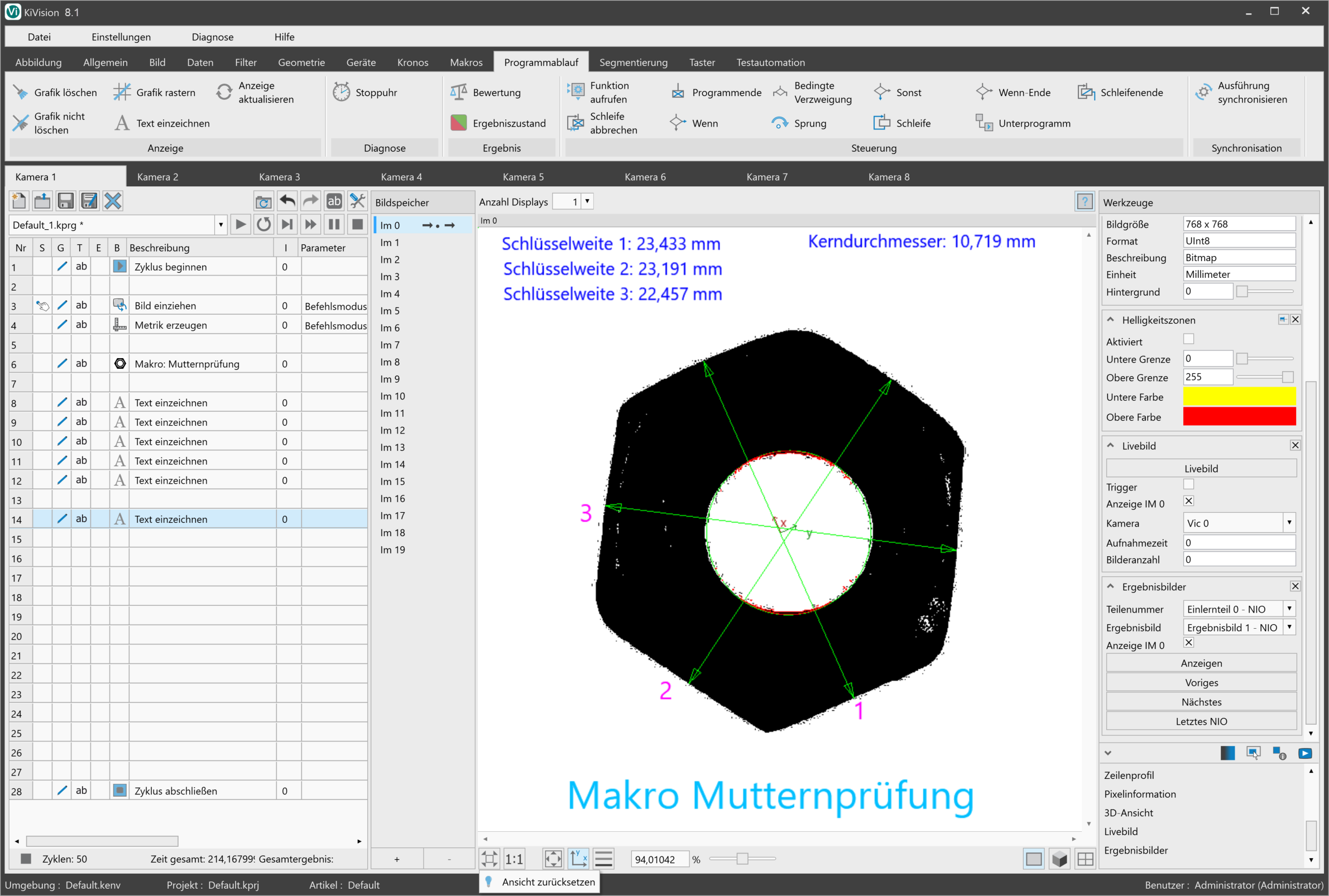
Die eingebrachten Druckeigenspannungen lassen sich in größerer Tiefe nur zerstörend messen. Um die Bauteilqualität dennoch bewerten zu können, ist die Überwachung des Prozesses entscheidend. Als besonders sensitive Größe stellt sich dabei die Festwalznormalkraft dar. Zur automatisierten Überwachung dieser fehlt bisher jedoch ein geeignetes Sensorkonzept. Am IFW – Institut für Fertigungstechnik und Werkzeugmaschinen wurde daher mit Unterstützung von Ecoroll Werkzeugtechnik ein neuartiges sensorisches Festwalzwerkzeug entwickelt, das mehrachsige Kraftdaten im Prozess aufnimmt. Das Unternehmen MCU entwickelt darauf basierend ein Prozessüberwachungssystem, das die Prozesskräfte mit maschineninternen Daten verknüpft und somit die Prozessüberwachung und -regelung des Festwalzprozesses gestattet.
Neues kraftsensitives Festwalzwerkzeug
Zum vollständigen Überwachen der Festwalznormalkraft müssen Kraftwerte in Maschinen Z- und X-Richtung im Prozess vorliegen. Bisher am Markt verfügbare digitale mechanische Festwalzwerkzeuge, zum Beispiel die Werkzeuge von Ecoroll mit ECOsense-Technologie, erlauben aktuell eine einachsige Walzkraftmessung. Das neuentwickelte Festwalzwerkzeug bietet hingegen eine zweiachsige Messung der Festwalznormalkraft. Das Werkzeug basiert dabei auf einem Festwalzwerkzeug des Typs EG45 von Ecoroll. Um die sensorischen Eigenschaften zu realisieren, wurde der Werkzeughalter angepasst und mit Dehnungsmessstreifen versehen.
Danksagung
Das Kooperationsprojekt (ZF4810001LP9 + ZF4070523LP9) ‚Prozessüberwachtes und geregeltes mechanisches Festwalzen‘ wird mit Mitteln des Bundesministeriums für Wirtschaft und Klimaschutz (BMWK) im Rahmen des Zentralen Innovationsprogramms Mittelstand (ZIM) gefördert und von der Arbeitsgemeinschaft industrieller Forschungsvereinigungen (AiF) betreut. MCU und IFW bedanken sich für die finanzielle Unterstützung in diesem Projekt.
Um die sensorischen Eigenschaften des Werkzeugs zu bestimmen, wurden Referenzversuche am IFW durchgeführt. Dabei erfolgte ein Vergleich der mehrachsigen Walzkraftmessung des sensorischen Festwalzwerkzeugs mit der eines Mehrkoordinatendynamometers. Es konnte gezeigt werden, dass das Festwalzwerkzeug eine Kraftauflösung von ±20N erreicht. Bezogen auf den vorgesehenen Anwendungsbereich von bis zu 4kN bedeutet dies eine Abweichung von maximal 0,5 Prozent. Damit wird die ursprünglich für die Prozessüberwachung zum Ziel gesetzte Kraftauflösung von 100N erreicht, sodass sich das Werkzeug für die Prozessüberwachung und -regelung ideal eignet.

Fehler automatisch detektieren
Das Festwalzwerkzeug wurde anschließend in ersten Versuchen im realen Festwalzprozess auf seine sensorischen Eigenschaften untersucht. Anhand einer einfachen Welle konnte so das Potential des Werkzeugs gezeigt werden. Die mehrachsige Kraftmessung erlaubt es Fehlstellen im Material zu detektieren, die sich in einem Abfallen der Walzkraft zeigen. Darüber hinaus ließ sich eine Unrundheit der Walzrolle erkennen, die sich in einem der Walzrollendrehzahl entsprechenden sinusförmigen An- und Abschwellen der Walzkraft zeigt. Schwankungen der Walzkraft sind insofern kritisch, dass die Walzkraft entscheidend für die resultierende Oberfläche sowie die eingebrachten Eigenspannungen ist. Des Weiteren war eine Zunahme der Walzkraft bei Annährung an das Spannfutter erkennbar. Dies resultiert aus der mit Abstand zum Spannfutter zunehmenden Durchbiegung der Welle und soll in Zukunft durch ein Nachregeln der Achsen kompensiert werden.