
Die Linde Material Handling GmbH ist ein weltweit führender Hersteller von Gabelstaplern und Lagertechnikgeräten sowie Anbieter von Dienstleistungen und Lösungen für die Intralogistik. Im Werk Weilbach in der Nähe des Hauptstandortes Aschaffenburg fertigt der Betrieb in erster Linie Gegengewichte für ihre Gabelstaplerserien. Alle Gegengewichte bis 5 Tonnen werden im Werk Weilbach hergestellt, mit einer Jahresproduktion von etwa 40.000 Komponenten.

Anspruchsvolle Aufgabe
Die Bearbeitung der Bohrung für die Anhängerkupplung war bisher schon äußerst aufwändig – und durch eine Umstellung des Designs ist dieser Prozess in der neuen Serie noch anspruchsvoller geworden. Eine zusätzliche Hecktraverse bedingt, dass die benötigten Bohrwerkzeuge noch deutlich länger werden. Zudem umfasst die Bearbeitung einen zusätzlichen Bohrungsaustritt und -wiedereintritt ins Material sowie einen schrägen Austritt in eine Halbbohrung. Die Tatsache, dass das neue Design mit Hecktraverse Standard für alle weiteren Serien wird, war der Anlass, dass sich die verantwortlichen Produktionsplaner bei Linde MH in Weilbach, Markus Edelmann und Ralf Niedermayer (beide Linde MH Arbeitsplanung), intensiv um eine prozesssichere Bearbeitung der ‚Anhängerkupplungsbohrung‘ bemühten.
>>Seit etwa 20 Jahren gibt es gute Erfahrungen mit Werkzeugen von Ingersoll<<
Seit etwa 20 Jahren machen die Mitarbeiter bei Linde Material Handling Werk 4 in Weilbach schon gute Erfahrung mit Werkzeugen von Ingersoll. Deshalb wurde in diesem Fall Ingersoll Key-Account Manager Hermann Schimmer um Unterstützung gebeten. Die Bohrung sollte in drei Schritten erfolgen: Zentrieren mit Ingersoll ChipSurfer in Sonderausführung inklusive NC-Anbohrer, Bohrung D = 48mm plus Zentrierung mit Vollbohrer der Serie GoldTwin mit zwei effektiven Schneidkanten sowie Komplettbohrung mit Sonderbohrer (Spade Twist), Längen-Durchmesser-Verhältnis etwa 21:1.
Für die Planung der Testwerkzeuge, insbesondere im Hinblick auf Störkonturen und optimal möglichem Durchmesser, visualisierte Ralf Niedermayer (Linde Arbeitsplaner) die vorgesehenen Bearbeitungsschritte am CAD-System. Anschließend diskutierte und beschloss er das Ergebnis gemeinsam mit Markus Edelmann und Hermann Schimmer. Die Testwerkzeuge wurden dann bei Ingersoll nach den Vorgaben und Skizzen konstruiert und gefertigt, um sie kurzfristig einzusetzen und zu testen.
Drei Bearbeitungsschritte
Für die erste der drei Bearbeitungsschritte wurde ein Zentrierbohrer im ChipSurfer Design geplant und gefertigt. Da der Spitzenwinkel der drei Werkzeuge gleich sein sollte, wurde ein ChipSurfer plus NC-Anbohrer als Sonderwerkzeug hergestellt.
Für die zweite Bearbeitung – Bohrung der Ansenkung D = 48 mit Zentrierung – war ein Werkzeug aus der Serie Ingersoll GoldTwin vorgesehen. Die hier gewählte Bohrerserie hebt sich durch zwei effektive Schneiden hervor. GoldTwin ist ein kombiniertes Wechselkopf / Wendeschneidplatten-Bohrersystem für größere Bohrdurchmesser. Die Bohrkörper sind mit innerer Kühlmittelzufuhr ausgestattet, äußerst stabil und durch eine spezielle Oberflächenbehandlung besonders verschleißfest. Auch dieses Werkzeug konnte beim Testeinsatz auf Anhieb überzeugen und der Bohrungsdurchmesser wurde in Toleranz mit nur einem Schnitt produziert.
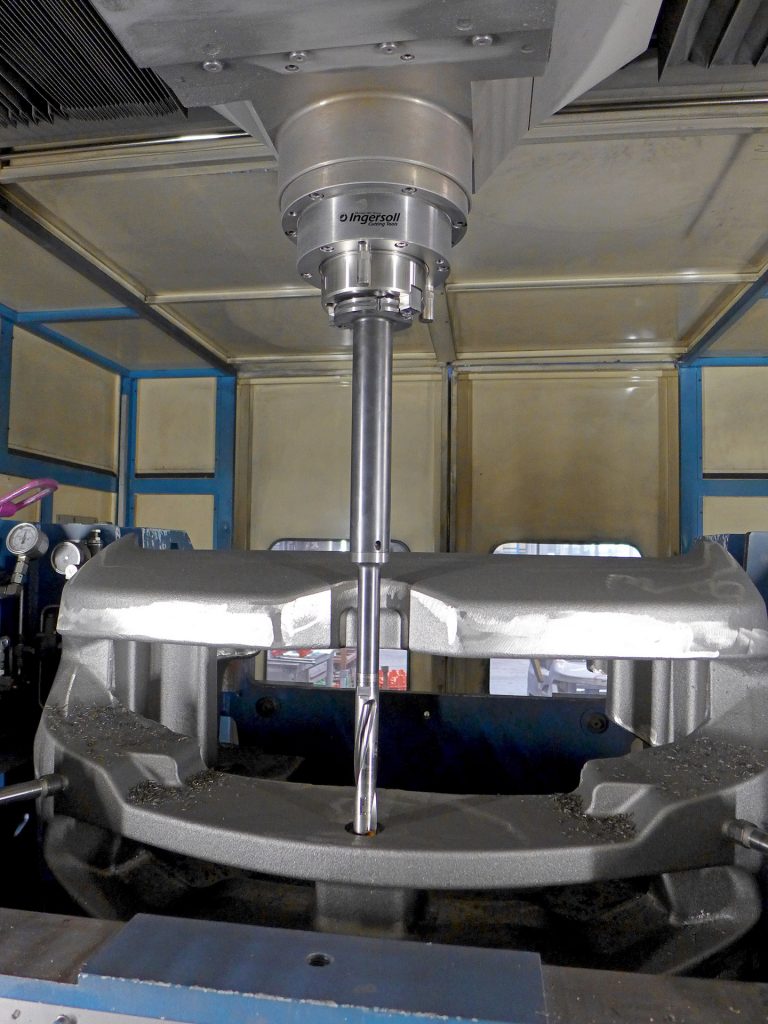
Die größte Herausforderung – und auch der kritischste Part der Bearbeitung der Bohrung für die Anhängerkupplung – war im dritten Schritt das Einbringen der langen Hauptbohrung. Für diese anspruchsvolle Bearbeitung hatte das Expertenteam von Zerpanungsfachleuten ein Sonderbohrwerkzeug mit einem notwendigen Längen-Durchmesser-Verhältnis von circa 21:1 entwickelt. Die Hauptschneide dieses überlangen Sonderwerkzeugs bildete ein Standard-Wechselkopfvollbohrer aus der erfolgreichen Spade Twist-Serie.











