Bavius Technologie mit Sitz im oberschwäbischen Baienfurt ist seit 2017 als eigenständiges, familiengeführtes Unternehmen mit rund 120 Mitarbeitenden in der Entwicklung und Produktion von Hochgeschwindigkeits-CNC-Anlagen zur hochvoluminösen Aluminium-Zerspanung aktiv. Hierbei konzentriert sich Bavius auf zwei Produktlinien: Profil-Bearbeitungzentren PBZ sowie Horizontale Bearbeitungszentren HBZ mit der Baureihe AeroCell.
Dynamische Anlage gesucht
„Ein amerikanisches Unternehmen aus der Aerospace-Branche war auf der Suche nach einer Anlage, die hohe Abtragsraten, Dynamik und Verfügbarkeit bei zugleich hoher Bearbeitungsqualität bietet, um große Strukturbauteile aus Aluminium zu fertigen“, berichtet Dominik Merz, Director Global Sales | Applications. „Eine perfekte Aufgabe für unsere HBZ AeroCell 160 I 400.“ Die Anlage verfügt über eine Hochleistungsspindel, die mit bis zu 30.000 Umdrehungen pro Minute läuft und im Dauerbetrieb (Betriebsart S1) eine Leistung von 140kW liefert. In der Betriebsart S6 sind kurzfristig Leistungen bis 175kW abrufbar.

Nur die seitens Bavius standardmäßig eingesetzte Werkzeugaufnahme HSK-A63/80 bereitete dem US-Kunden Sorge. Aus Erfahrung und Stabilitätsgründen präferierte er eine Größere. Das hätte allerdings die verfügbare Zerspanungsleistung der Anlage deutlich eingeschränkt. „Um 30.000 Umdrehungen fahren zu können, ist die AeroCell 160 mit einer HSK 63/80 Werkzeugaufnahme ausgestattet, die dank ihrer größeren Plananlageflächen auch bei langen Auskragungen die notwendige Stabilität ins Werkzeug bringt“, erklärt Bavius-Anwendungstechniker Stefan Diem. „Mit einer 100er-Aufnahme dagegen wären nur noch 20.000 Umdrehungen pro Minute möglich gewesen. Das war für Bavius zunächst keine Option und hätte die Vorzüge der Maschine eingeschränkt.“ Dominik Merz ergänzt: „Vor allem läuft die oft mehrere Stunden dauernde Bearbeitung solcher Teile zu 70 oder 80 Prozent mit kurzen Werkzeugen. Da macht sich bei der Produktion schnell bemerkbar, ob der Nutzer die volle Drehzahl und die volle Leistung nutzen kann.“
Infobox
Die gesamte Printausgabe als E-MAGAZIN gratis lesen – downloaden – teilen: kostenlos HIER anmelden.
Um dem Kunden zu demonstrieren, dass der kleinere Halter auch bei langen Werkzeugen die notwendige Stabilität bietet, vereinbarte das Bavius-Team mit dem Kunden einen Live-Testlauf unter Realbedingungen bei Bavius in Baienfurt. Der Plan: In einen 600×780×500mm großen Block aus Aluminium-Knetlegierung EN-AW 7012 (AlZn6Mg2Cu) sollte eine 170×626mm große und 260mm tiefe, V-förmige Tasche eingebracht werden, wie sie typischerweise bei Strukturbauteilen für die Luftfahrt vorkommt.
Maßgeschneiderte Lösung
„Wir haben uns mit unserem langjährigen Partner Iscar in Verbindung gesetzt, um das optimale Werkzeugpaket fürs Schruppen und Schlichten zu schnüren“, führt Stefan Diem aus. Michele Piccolantonio, Beratung und Vertrieb Ausrüstungsprojekte, Calogero La Quatra, Produktspezialist Multi Master, Solid Carbide und PCD-Tools, sowie Anton Kress, Produktspezialist Fräsen, ließen sich die Aufgabe schildern und legten gemeinsam mit dem Bavius-Team ein genau auf die Aufgabe und das Material abgestimmtes Set ab.
Selbst bei hohen Auskragungen nahezu vibrationsfrei
„Aluminium lässt sich im Allgemeinen schnell und einfach zerspanen, es hat aber trotzdem seine Eigenheiten“, weiß Anton Kress. Hier werden hochpositive Systeme mit besonders scharfen polierten Schneiden benötigt – so lässt sich das Aufkleben des Spans auf der Schneide und der Oberfläche verhindern, um prozesssicher zu arbeiten. Des Weiteren treten geringere Schnittkräfte auf. Das bringt beim Einsatz langer Werkzeuge viele Vorteile und verringert sowohl die Abdrängung als auch Vibrationen deutlich. „Wichtige Auswahlkriterien waren deshalb unter anderem, dass wir weichschneidende Standard-Werkzeuge einsetzen, die die große Dynamik der Maschine unterstützen, hohe Drehzahlen erlauben und prozesssicher laufen, um die Verfügbarkeit der Anlage hochzuhalten“, beschreibt Michele Piccolantonio. „Beim Schruppen sollten zudem sehr große Abtragsraten möglich sein – Stichwort Hochvolumenzerspanung – und beim Schlichten top Oberflächengüten“, ergänzt Kress. Am Ende entstand ein Werkzeugsatz mit Fräsern aus den HeliAlu-, MegaAlu- und Multimaster-Familien.
Schnell viel Material schruppen
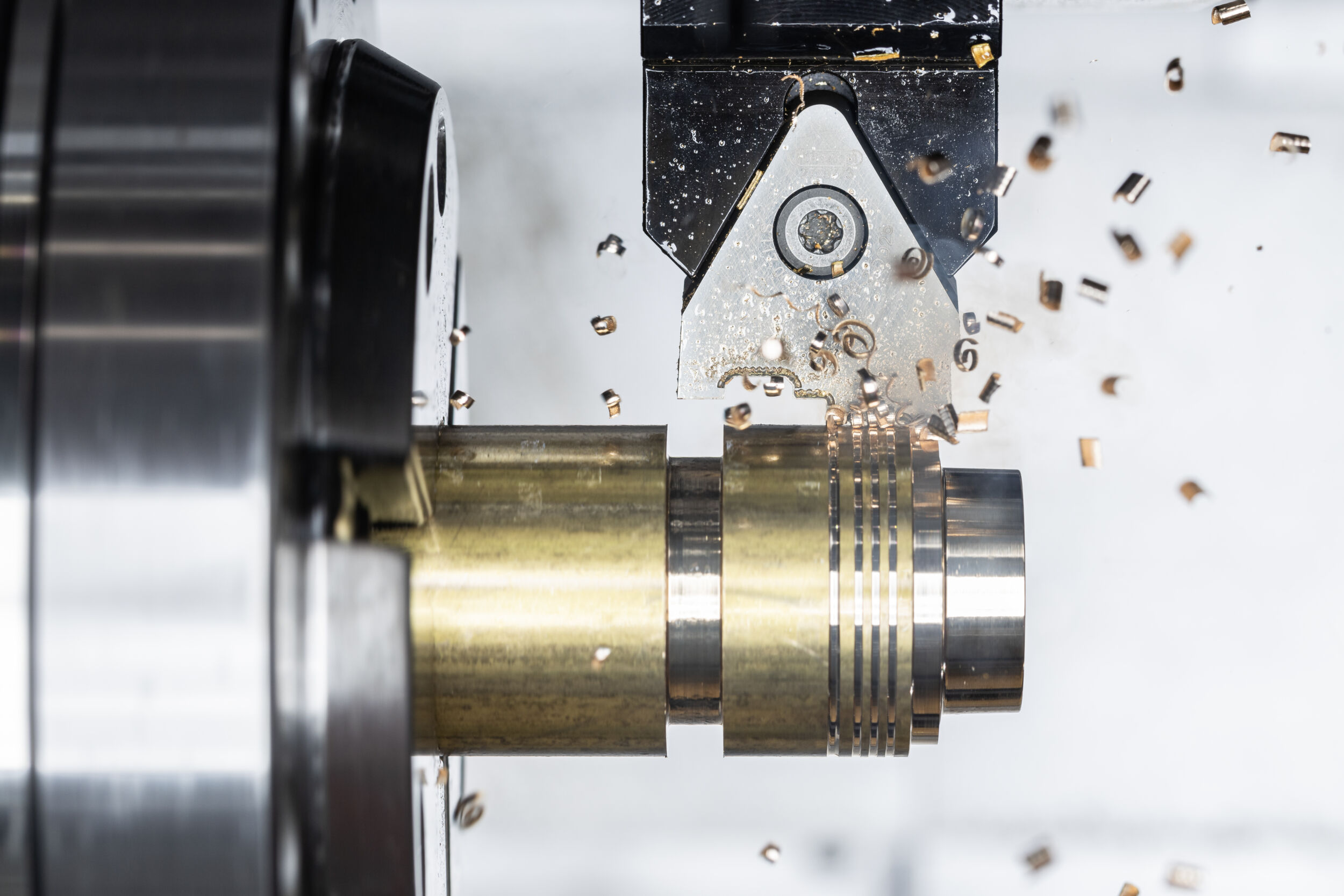
Um in kurzer Zeit große Mengen an Material abzutragen, kamen HeliAlu-Fräser mit zielgerichteter JHP-Kühlung im Durchmesser von 50mm zum Einsatz. Für das Schruppen der Oberflächenkontur und den ersten Teil der Tasche war der Fräser als Monoblockwerkzeug mit 110mm Länge, bestückt mit vier Wendeschneidplatten (WSP) mit zwei helikalen Schneidkanten, vorgesehen. Die umfangsgeschliffenen, 22mm langen, scharfen Schneidkanten mit hoch positivem Spanwinkel und polierten Spanflächen schneiden weich und sorgen für einen hervorragenden Spanfluss. „Damit schruppten wir bei einer Spindeldrehzahl von 25.400 Umdrehungen pro Minute und konnten bis zu 148kW an der Spindel ziehen“, freut sich Stefan Diem. „Bei einem Vorschub von 25.400 Millimetern pro Minute und einer Schnitttiefe von 16,5mm konnten wir bis zu 14,5 Liter Material pro Minute abheben.“ Die tieferen Bereiche der Tasche brachte Bavius mit HeliAlu-Aufsteckfräsern in den Längen 157, 207 und 257mm bestückt mit 14er-WSP prozesssicher ein – mit Drehzahlen bis zu 28.000 Umdrehungen pro Minute, einer Leistung von bis zu 65kW und Vorschüben bis zu 16.500 Millimetern pro Minute. „Das war schon beeindruckend, wie die Maschine durch das Material gerauscht ist“, sagt Merz.

Mit vier dreischneidigen MegaAlu-Vollhartmetallfräsern im Durchmesser von 25mm und in Längen von 5xD bis 8xD reduzierte Bavius die Eckradien von R50 bzw. R25 auf R12,5 und schruppte die Tasche auf ihre Endtiefe von 260mm. „Hierfür nutzen wir auch die einzigen Ausnahmen vom Standard. Die beiden Fräser in 7xD und 8xD sind Sonderwerkzeuge“, erläutert Calogero La Quatra. „Besonderer Vorteil dieser dreischneidigen Alu-Spezialisten: Sie besitzen eine ungleiche Teilung und durch ihre besondere Schneidengeometrie ist der Prozess auch bei solch hohen Auskragungen nahezu vibrationsfrei.“
Top-Oberflächengüte dank Multimaster-Fräsern
Bei der Fertigung von Luftfahrtkomponenten geht es aber nicht nur darum, schnell große Mengen Material abzutragen. Ebenso wichtig ist eine hohe Güte der Bauteiloberflächen. Das macht das Schlichten zu einem entscheidenden Prozess. Beim Test kamen dafür aufschraubbare VHM-Kugelkopf- und -Barrelfräser aus Iscars Multimaster-Familie mit Werkzeuglängen zwischen 155 und 293mm zum Einsatz. Mit angelegten Spindeldrehzahlen zwischen 21.000 und 27.000 Umdrehungen pro Minute entstanden an Boden und Wänden der Tasche innerhalb weniger Minuten feine und riefenfreie Oberflächen mit Rautiefen von 6,5 Mikrometern.

Für das Finish des Taschenbodens war ein dreischneidiger EBA-Kugelkopffräser mit einem Durchmesser von 16mm und einem 8er-Radius zuständig. Montiert auf dem 200er-Schaft misst das Werkzeug 280mm. Um die größeren Seiten der Tasche zu schlichten, setzte Bavius den tropfenförmigen EOBA-Barrelfräser mit 16mm Durchmesser, vier Schneidkanten und einem 75er-Profilradius auf den 200er-Schaft. „Dieser Barrelfräser schlichtet bis zu neunmal schneller als ein vergleichbarer Kugelkopffräser. Das liegt daran, dass der Radius als mathematischer Faktor dient und dementsprechend die Zeilensprünge um ein Vielfaches axial erhöht werden können“, erläutert Calogero La Quatra. „Und das bei geringer Drehzahl sowie unabhängig von Schnittparametern.“
Testergebnis übertrifft Erwartungen
In nur drei Stunden waren rund 70kg Material entnommen, die Tasche prozesssicher und in der geforderten Qualität in den Block gefräst. „Die Kombination aus dynamischer, starker Anlage und passendem Werkzeug sorgt für eine kürzere Bearbeitungszeit und erhöht die Produktivität deutlich“, fasst Stefan Diem das Ergebnis zusammen. „Und wie vorhergesagt, liefen auch die lang auskragenden Werkzeuge mit der 63/80er-Aufnahme absolut stabil und vibrationsfrei.“

Mit einem 357mm langen HeliAlu (Durchmesser: 50mm) trieben die Maschinenbauer diesen Stabilitätstest noch auf die Spitze: Neben der V-Tasche frästen sie mit einem Vorschub von 8.100 Millimetern pro Minute und einer Spindeldrehzahl von 18.000 Umdrehungen pro Minute eine weitere Kavität prozesssicher in den Alu-Block.